[:fr]
La planéité du plateau d’impression
La première couche d’impression est la plus importe et la plus délicate, c’est celle qui permet l’adhérence de la pièce sur le plateau.
Pour avoir une bonne adhérence ( ni trop adhérer ni pas assez ) il faut :
1 ) une bonne distance entre la buse et le plateau
2 ) une planéité correcte ( distance entre la buse et le plateau identique sur toute la surface )
3 ) Un plateau dont la matière permette une adhérence correcte
1 ) Distance entre la buse d’impression et le plateau
La buse d’impression doit être à une distance comprise entre 0,2 et 0,4 mm.
Remarque : tout dépend votre diamètre de buse, si c’est 0.3 par exemple il faudra prévoir une petite distance entre la buse et le plateau, si votre buse est de 0.5 on peut laisser un peu plus.
Si la buse est trop prêt du plateau
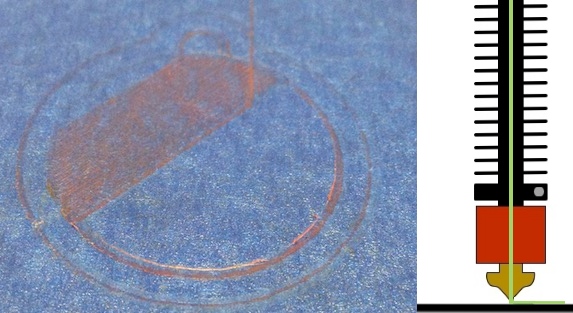
La première couche est trop écrasée
Dans certains cas la pièce sera difficile à décoller du plateau une fois terminée.
Si la buse est trop éloignée du plateau
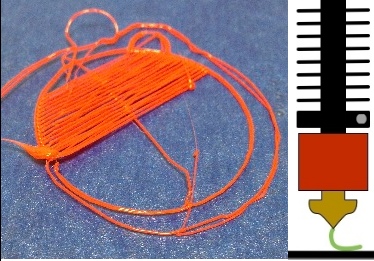
La pièce va se décoller en cours d’impression
Buse à bonne distance
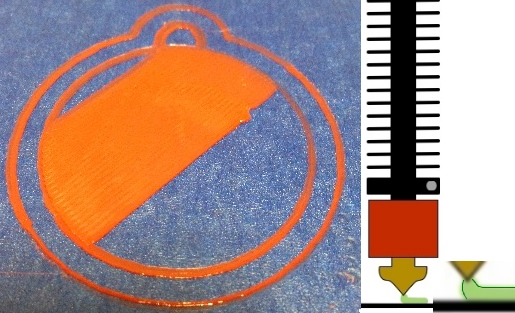 Voici l’aspect d’une première couche lorsque la distance entre la buse et le plateau est réglée correctement.
Voici l’aspect d’une première couche lorsque la distance entre la buse et le plateau est réglée correctement.
Méthode de réglage en intercalant une feuille entre la buse et le plateau
Lorsque la feuille commence à bloquer, quelle glisse plus difficilement entre la buse et le plateau, le réglage est terminé.
Il ne faut pas descendre la buse plus bas.
Cette méthode peut être utilisée au début, ensuite avec l’habitude vous pourrez évaluez directement la distance à l’œil nu.
2 ) La planéité du plateau d’impression
La difficulté est d’avoir une distance correcte entre la buse et le plateau sur toute la surface, avoir un parallélisme parfait entre les deux axes du plateau et les axes de déplacement de l’outil est pratiquement impossible.
Dans le cas des imprimantes 3D classiques deux méthodes sont utilisée pour régler la planéité du plateau
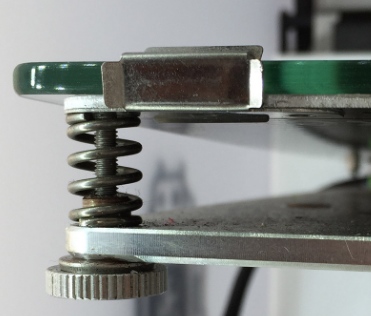
La méthode manuelle :
Des vis et ressorts au 4 coins du plateau permet de régler manuellement la planéité.
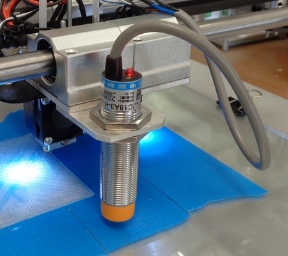
La méthode automatique :
Un capteur viens mesurer la distance à différents points du plateau et ensuite le défaut est compensé au niveau logiciel, la buse lors de l’impression va descendre un peu plus bas ou un peu plus haut selon le défaut constaté.
Les conséquences d’une mauvaise planéité sur l’impression 3D mais aussi le fraisage.
Pour l’impression 3D, la pièce se décolle sur une partie puis totalement.
Pour l’usinage certaines parties ne sont pas usinées et d’autre trop profondément.
La méthode Formosa
Puisque les machines Formosa peuvent être à la fois fraiseuse CNC et imprimante 3D.
La fonction surfaçage du plateau réalisé par l’outil de fraisage va permettre de réaliser une surface à la bonne planéité pour ensuite l’impression 3D.
3 ) L’adhérence au plateau d’impression
Voici une vidéo du premier test d’impression avec la machine, directement sur le plateau en bois.
Et bien l’impression avec du plastique PLA tient sans aucun problème.
Comme la surface est usinée planéiforme, pas besoin de réglage du plateau ou de capteur pour l’autolevelling.
Bien sûr pour l’impression de plastique ABS ou nylon il sera nécessaire de poser un plateau chauffant sur la table en bois.