[:en]
Les fonctions d’un logiciel de pilotage de Fraiseuse CNC
I ) Le minimum obligatoire
1 ) L’interface de pilotage des axes
Doit posséder une incrémentation dans la commande de déplacement ( de 10mm en 10mm, de 1mm en 1mm, de 0,1 en 0,1 etc )
Des icônes « homing » permettant un positionnement automatique au zéro machine ( déplacement en buté vers les axes )
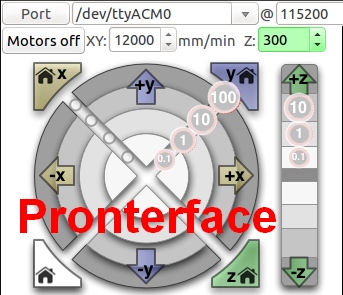
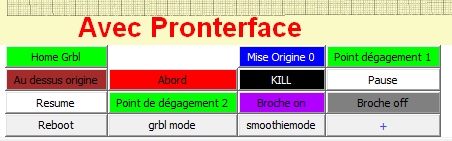
Certaines interface permettent un arrêt de l’alimentation des moteurs pas à pas comme pour pronterface
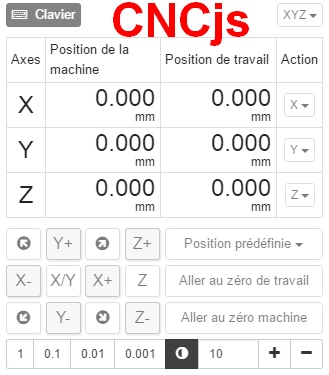
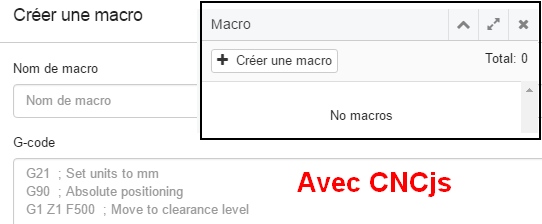
D’autres permettent d’avoir un bouton de commande vers le zéro machine et le zéro travail « zéro pièce » ainsi que vers des positions prédéfinis comme avec CNCjs
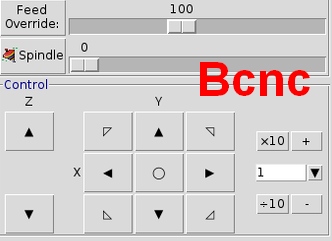
Certaines permettent de piloter la vitesse de la broche ou d’augmenter la vitesse d’avance comme avec Bcnc
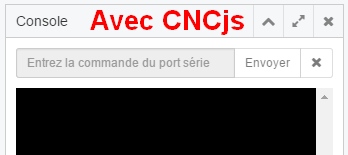
2 ) La console pour envoyer des commandes Gcode
Il s’agit de la fonction MDI (manual data input) qu’on trouve sur les directeurs de commande des CNC industrielles.
Cette fonction permet faire exécuter du Gcode en direct avec le clavier.


3 ) Les commandes pour ouvrir un fichier Gcode, démarrer son exécution, l’arrêter, mettre en pause
| Smoothieware plus d’info |
Grbl | ||
| Fonction exécuter le Gcode | Commande « Play« | ||
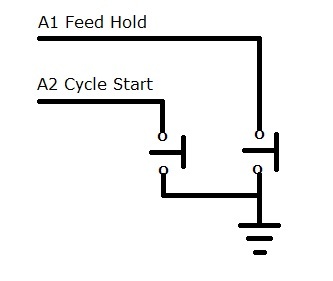
| Fonction mettre en pause | Commandes « suspend » et « resume« | Fonctions « feed hold » et « Cycle start« | |
| Fonction stopper définitivement l’exécution du Gcode | Commande « kill« |
Pour les deux firmwares, il est possible d’activer ces commandes avec l’interface graphique ou avec des boutons physiques reliés à la carte électronique.
Concernant la mise en pause
Avec smoothieware l’arrêt n’est pas immédiat, il s’effectue après que la ligne Gcode en cours soit exécuté.
Entre « suspend » et « resume » il est possible d’exécuter du Gcode mais un homing ne permet pas de refaire un « resume » ensuite.
Le firmware GRBL supporte :
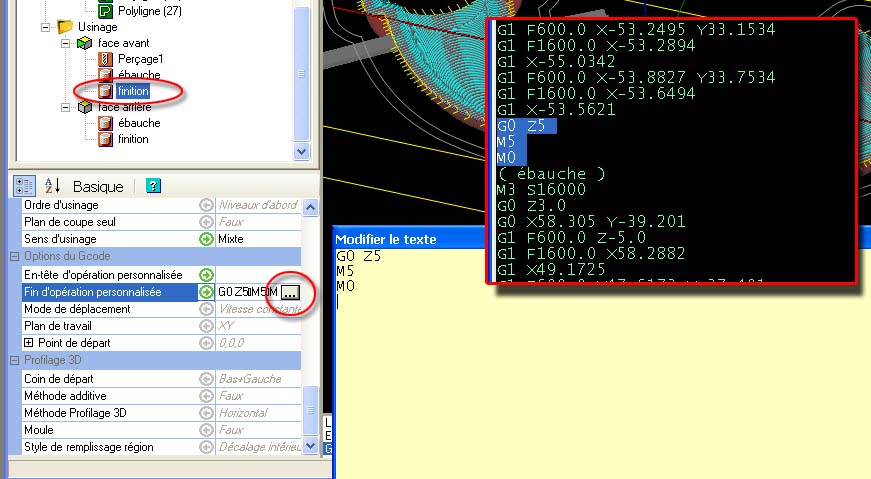
Les pauses programmées avec les commandes Gcode M0
Les pauses optionnelles avec les commandes Gcode M1
La pause programmée est dans le Gcode, elle est paramétrée par le logiciel de FAO. (CAMBAM, Fusion 360)
La pause optionnelle est enclenchée avec le bouton « Feed Hold »
Dans les 2 cas le bouton « Cycle Start » (départ cycle) permet de continuer l’exécution de l’usinage.
{kind=link}
II ) Le souhaitable
1 ) Un retour d’information sur les commandes et déplacements
2 ) Une visualisation des usinages en cours
3 ) Une possibilité de créer des boutons lançant des commande ou suite de commande Gcode
III ) Les fonctions suplémentaires intéressantes
0 commentaires