[:fr]
Le bridage
- Bridage en étau
- Utilisation de brides
- Vissage sur la plaque martyr
- Bridage par dépression
- Bridage permettant un retournement
L’étau est une solution universelle pour le bridage
Attention !! aux risques de collision entre la fraise et l’étau.
Lorsque la pièce à brider est longue, il est possible d’utiliser 2 étaux alignés.

I ) Fabriquer soit même ses brides


Vous pouvez fabriquer vos brides vous même par exemple en bois, il y en a de toutes sortes cela dépend de votre imagination.
Vous pouvez également les fabriquer en aluminium.
Attention !! les briques en plastique réalisées avec une imprimante 3D ne sont pas efficaces, elles fléchissent et finissent par casser
II ) Les brides achetés dans le commerce
Il y a également un choix très important

Parmi les brides achetés on peut trouver les sauterelles

Attention !! Les sauterelles dépassent souvent bien au dessus de la table, elles sont métalliques et la fraise peut rentrer en collision avec elles si vous n’avez pas bien paramétrer les hauteurs d’usinage.
Il est toujours possible de fabriquer ses propres sauterelles en bois par exemple, mais cela vous demandera un peu de temps
Exemple de sauterelles en bois de Jean Marie du site http://copeaux.duberry.pagesperso-orange.fr/
Il existe beaucoup de systèmes de bridage à dépression différents.
Le vide peut être créer par une pompe à vide volumétrique, une turbine ou un système venturi.
I ) La création du vide
a ) La pompe à vide volumétriques
Ci-dessous une classification des pompes centrifuges et volumétriques
Une pompe volumétrique est une pompe dans laquelle une certaine quantité de fluide (liquide ou air) « emprisonnée » est forcée à se déplacer jusqu’à l’orifice de sortie. Ceci grâce à une modification du volume dans lequel est emprisonné le fluide.
Les pompes volumétriques sont d’une grande diversité.
La pompe volumétrique à piston est très classique, c’est ce type de pompe qui est utilisé dans les compresseurs de réfrigérateurs, les compresseurs pour gonfler les pneus de voiture …
Pour en savoir plus : principe de fonctionnement d’une pompe volumétrique à piston
La technologie des pompes à vide est la même que celle des compresseurs, à la seule différence que au lieu de compresser un liquide en sortie, on créer une dépression en entrée.
La solution d’utiliser une pompe à vide volumétrique pour le bridage de pièces de fraiseuse CNC comporte une faiblesse, le volume d’air pompé par unité de temps n’est pas énorme, ce qui posera problème si le montage (table+pièce) n’est pas assez étanche.
Des solutions existent pour transformer des compresseurs de réfrigérateur en pompe à vide.
b ) La turbine

La turbine fait partie des pompes centrifuges.
Cette fois le volume pompé est important, s’il y a des légères fuites, parce que la pièce bridée est poreuse par exemple, le bridage pourra se faire si le volume d’air passant à travers les porosité est beaucoup moins important que le volume d’air aspiré par la turbine.
c ) Le système venturi

C’est un système économique et simple pour celui qui possède déjà un compresseur.
L’inconvénient de ce système est que le compresseur est constamment sollicité, si le flux d’air s’interrompt, la pièce n’est plus maintenue.
Le système venturi est très utilisé pour les ventouses qui vont permettent à un bras robotisé de manipuler des matériaux en feuille.
II ) Formes des tables à dépression
a ) Forme en tablette de chocolat
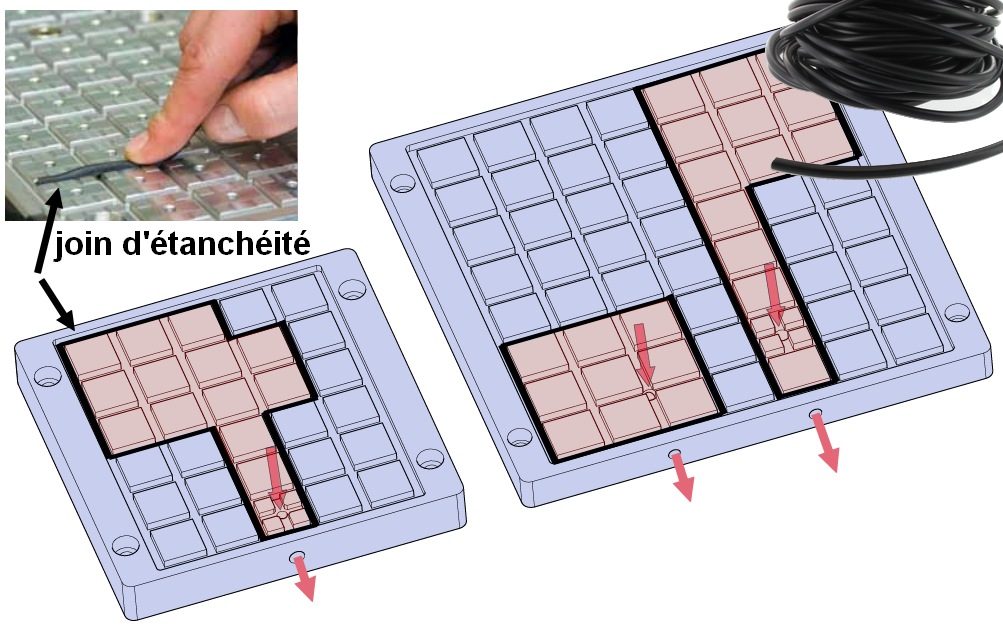
Le joint d’étanchéité s’insère entre les rainures, et permet d’adapter la zone de dépression à la forme de la pièce à brider.
Les tables à dépression de ce type peuvent avoir plusieurs orifices.
Ces orifices peuvent s’ouvrir et se fermer avec des vannes afin de sélectionner différentes zones de dépression.

a1 ) Les tables de bridage par dépression tablette de chocolat pour usiner des matériaux poreux ( bois )
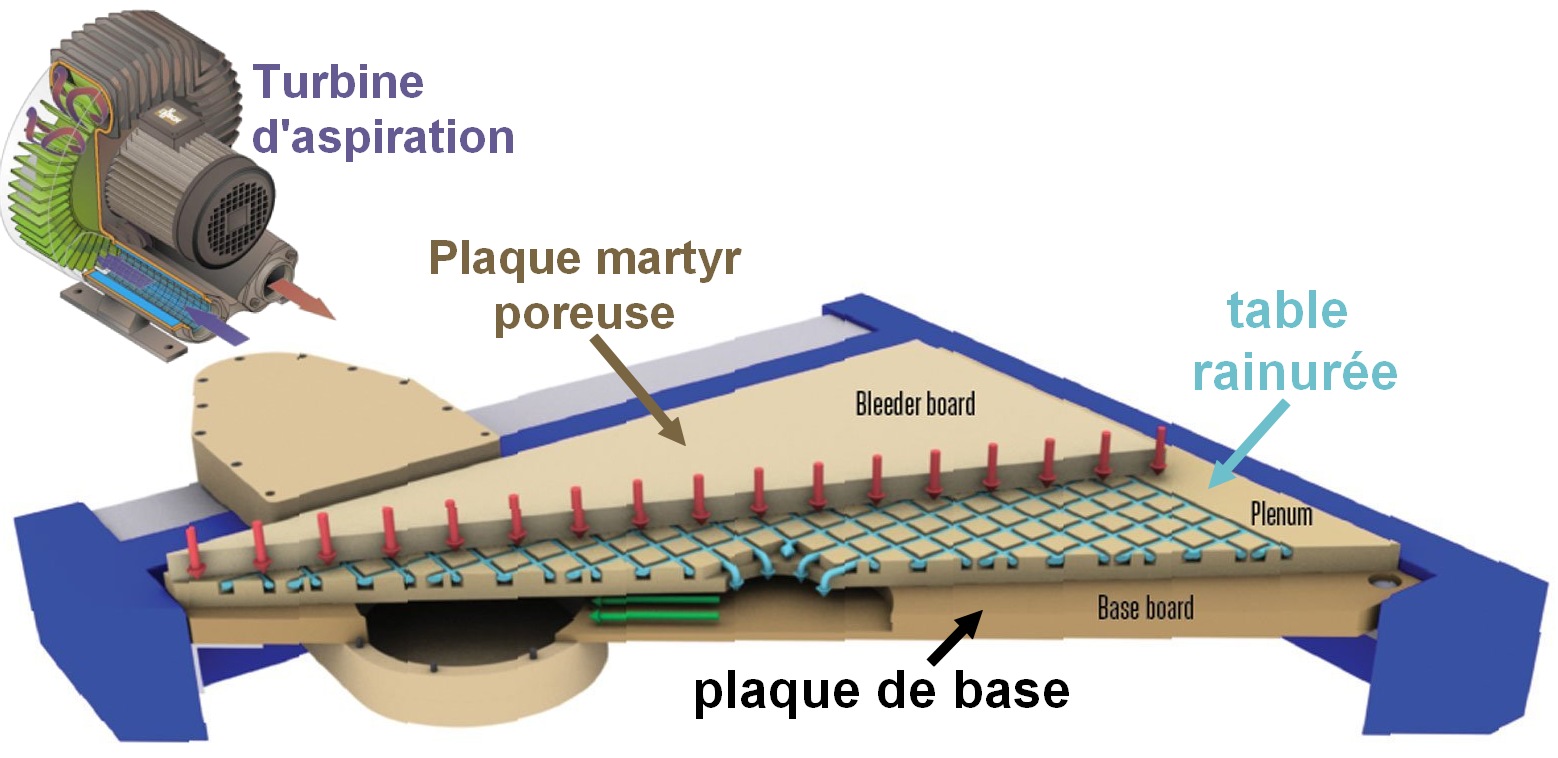
Il est nécessaire dans ce cas d’utiliser une turbine pour la création du vide.
La table est constitué :
– d’une plaque de base pour transmettre le vide vers une ou plusieurs zones
– d’une plaque rainurée ( en forme de tablette de chocolat ) pour insérer les joint de délimitation de zone
– lorsqu’il y a des découpes à effectuer, une plaque martyr poreuse.
Les plaques de base et rainurés peuvent être usinée par la fraiseuse elle même dans de l’aluminium ou du bois.
Pour les fraiseuses grande taille utilisées pour usiner le bois, les tables à dépression sont généralement en bois.
Pour la plaque martyr poreuse, une solution simple consiste à utiliser du panneau MDF de faible épaisseur 5 à 6mm
Il faut surfacer le MDF des deux cotés afin d’enlever la partie lisse et étanche, la porosité à l’intérieur du MDF est suffisante pour transmettre l’aspiration aux plaques à usiner.

Il est préférable de prévoir des filtres afin que la turbine n’avale pas trop de poussière.
a2 ) Les tables de bridage par dépression tablette de chocolat pour usiner des métaux (efforts de coupe plus importants )

Dans ce cas il est préférable d’utiliser une pompe à vide volumétrique, la fixation sera plus forte.
En revanche il faut éviter toutes fuites et porosités.
La plaque martyr (plaque d’adaptation) ne sera pas dans ce cas poreuse et il faudra percer des petits trous dans cette plaque martyr exactement aux endroits ou l’on veux que la fixation se fasse. L’idéal étant de percer avec une fraise conique afin d’avoir un orifice relié à l’aspiration faible et une zone d’aspiration plus grande.
a3 ) Tables à dépressions adaptées aux pièces ( dans le cas d’usinage en série )


Bridage par dépression de pièces 3D

III ) Conclusion
Le choix d’une technologie d’aspiration dépend des usinages qui seront majoritairement effectués
Pour les usinages sans découpes ( gravure, usinage 3D … ), on peux utiliser indifféremment une pompe à vide volumétrique ou une turbine, cela dépend aussi des efforts de coupe.
Pour l’usinage de grandes plaques surtout si elles sont peu épaisses, il est préférable d’utiliser une turbine.
Pour la découpe d’un ensemble de petites pièces (nesting) il est également préférable d’utiliser l’aspiration par turbine.
Voici un ordre d’idée sur les puissances idéale des turbines en fonction de la surface à brider.

Le retournement est nécessaire quand il y a 2 faces à usiner, au dessus et en dessous.
Il faut un moyen pour que le positionnement de la pièce ne soit pas perdu lors du retournement.
Exemple de techniques lorsque un retournement est nécessaire
Extrait d’une vidéo publicitaire de la Fraiseuse CNC Nomad 883