[:fr]
[:fr]Prise d’origine avec un capteur ou une plaque de contact[:]
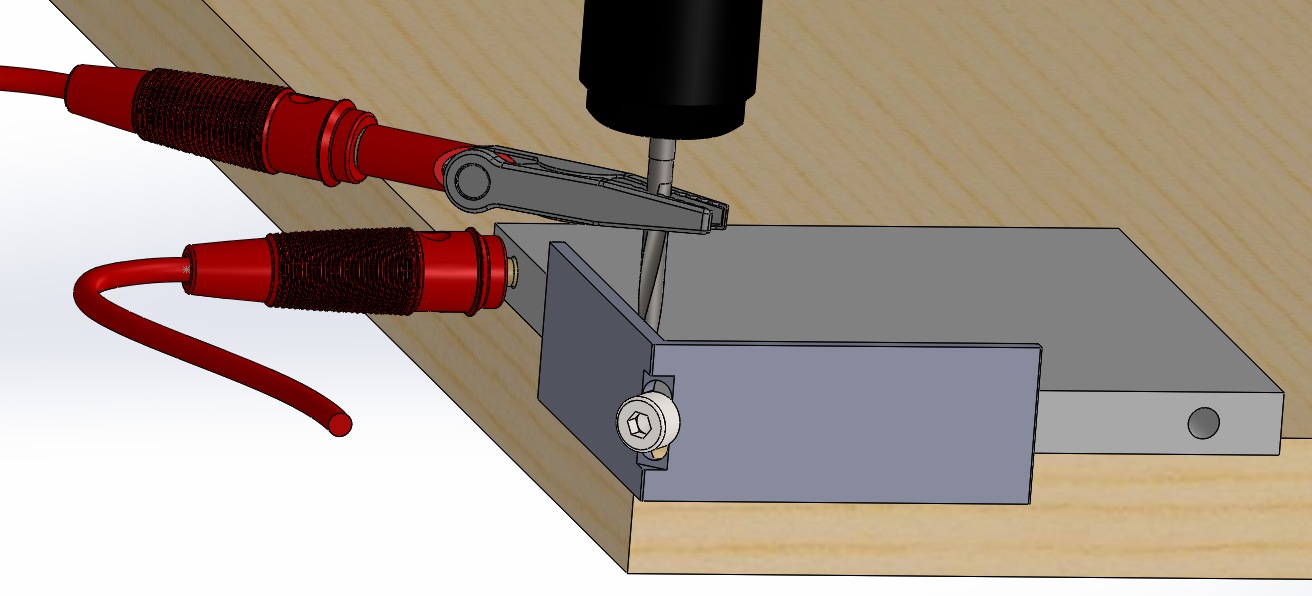
I ) Principe

Le principe c’est d’avoir un outil est une plaque métallique, par exemple de l’aluminium et lorsque les deux font contact, un circuit électrique se ferme afin de donner des informations à la partie commande de la machine.
- L’outil est à telle distance le long de l’axe Z par rapport à la surface de la pièce (distance Z de la plaque)
- L’outil est à telle distance le long de l’axe X par rapport à la surface de la pièce (distance X de la plaque)
- L’outil est à telle distance le long de l’axe Y par rapport à la surface de la pièce (distance Y de la plaque)Lorsqu’on sait à quel distance on est par rapport au zéro pièce, on sait on se situe le zéro pièce.
II ) Fabrication

II ) Ecriture du programme de probing et test
Il est nécessaire de créer une macro en Gcode afin de faire successivement les probing sur les trois axes et les déplacement.
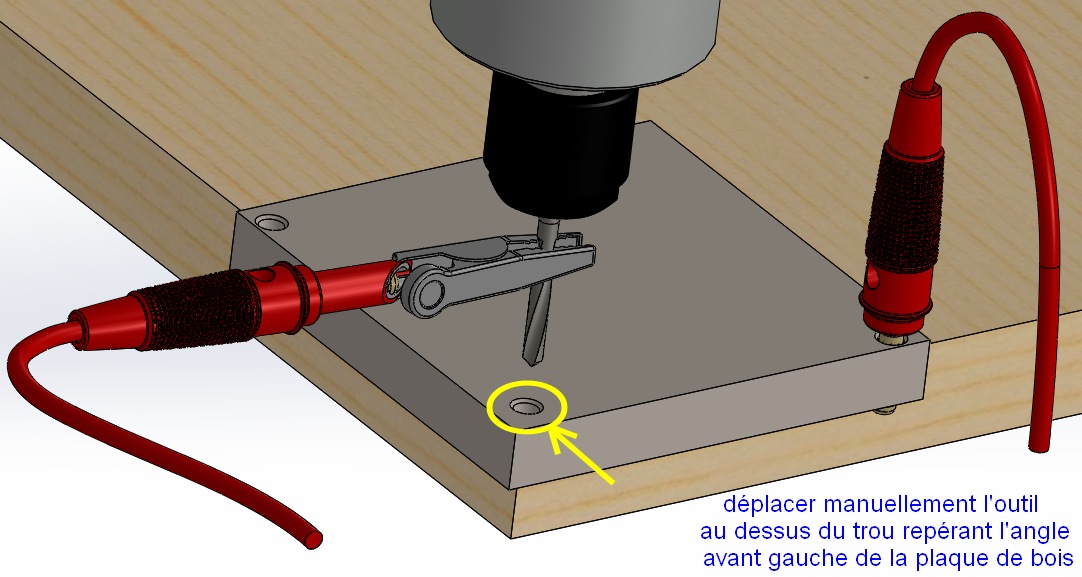
1 ) Déplacer manuellement l’outil au dessus du trou servant de repère
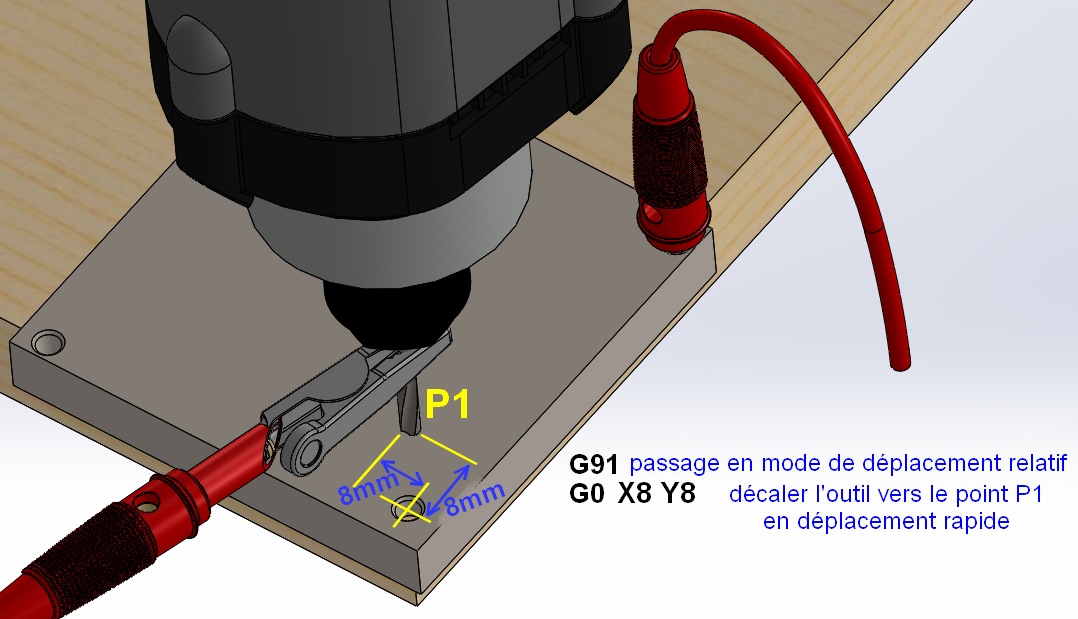
2 ) Déplacer l’outil un peu à droite et derrière
Attention !!!
La fonction G91 est une fonction modale, c’est à dire que tous les déplacements qui vont suivre vont être en relatif jusqu’a ce que cette fonction soit annulée par un G90 donc des déplacement en coordonnées absolues.
Il sera inutile de repréciser G91 dans les prochains déplacements.
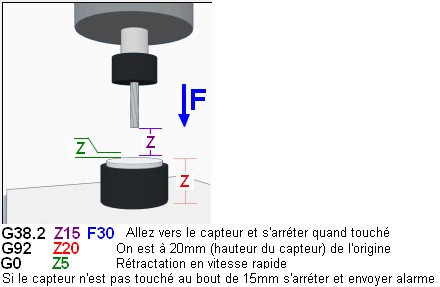
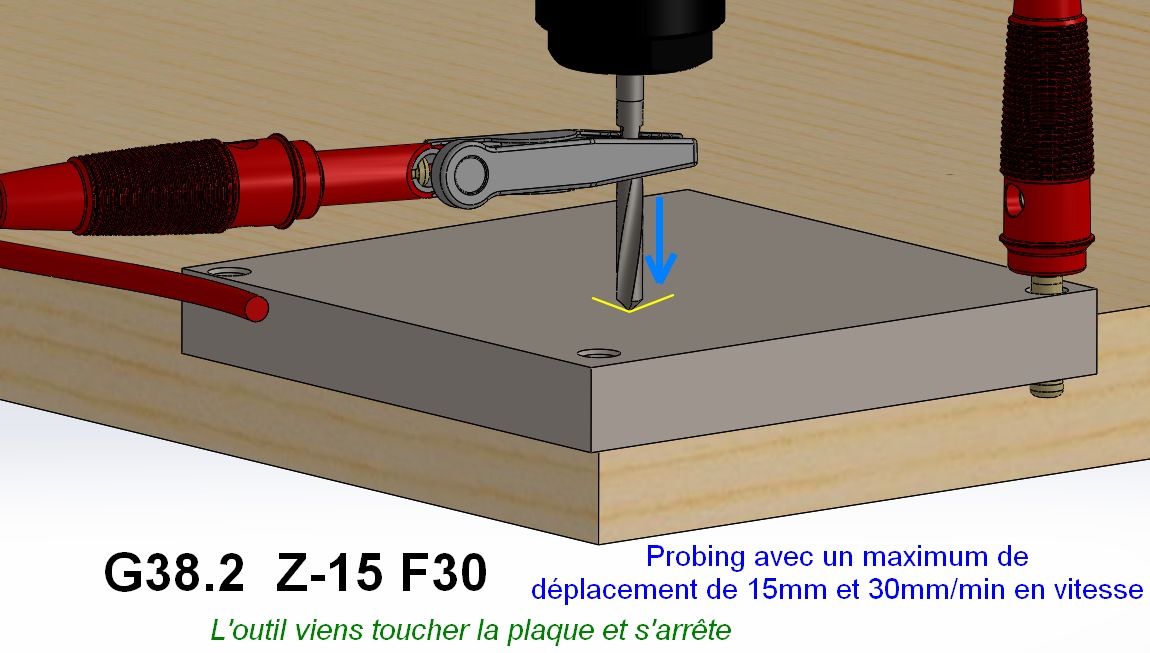
3 ) Effectuer un probing en Z, l’outil descend touche la plaque et s’arrête.
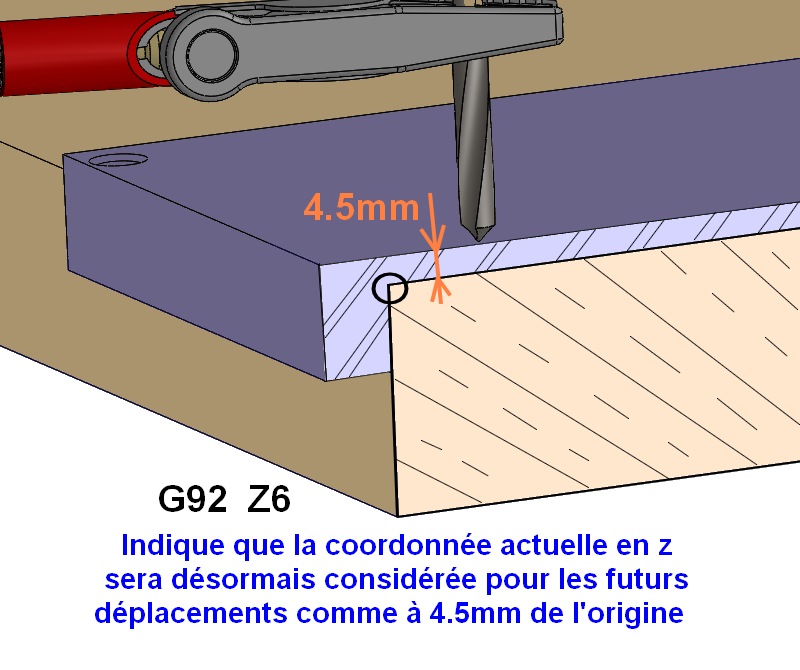
4 ) Indiquer à quelle distance est l’outil en Z par rapport à la surface de la plaque à usiner
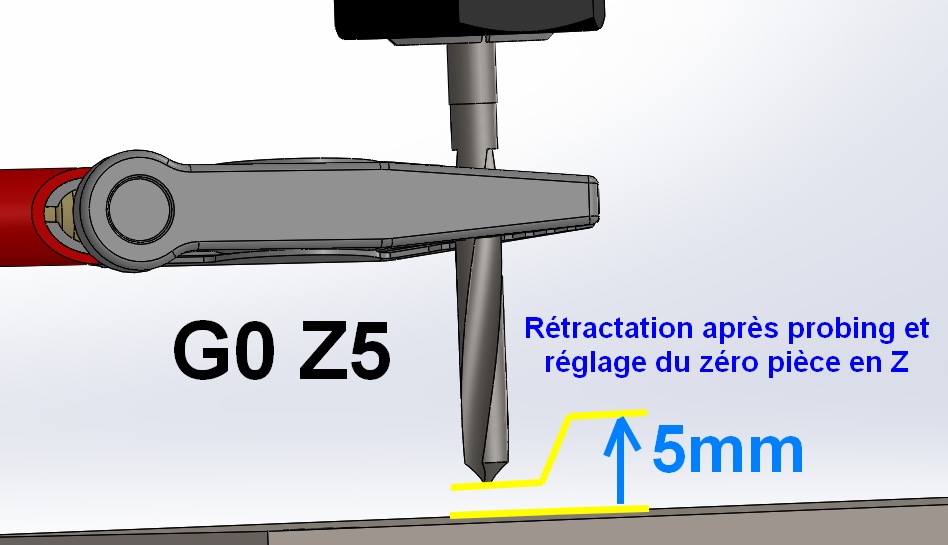
5 ) Remonter légèrement l’outil
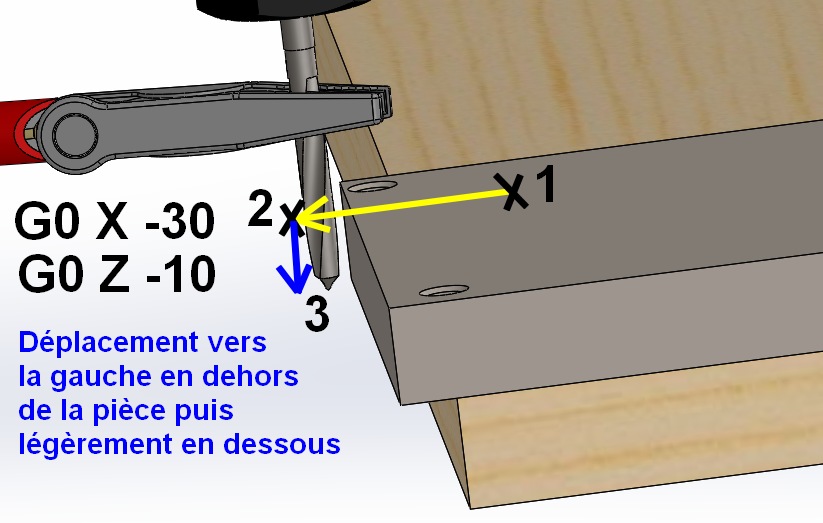
6 ) Se positionner pour un deuxième probing en X
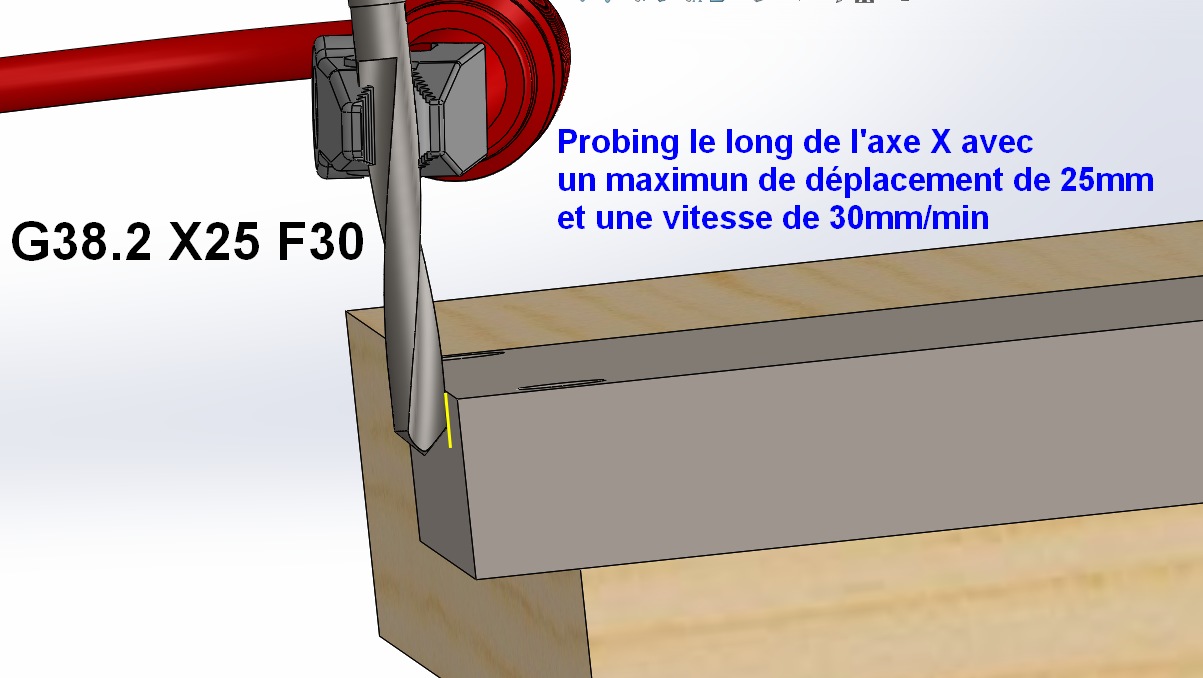
7 ) Faire un probing en X
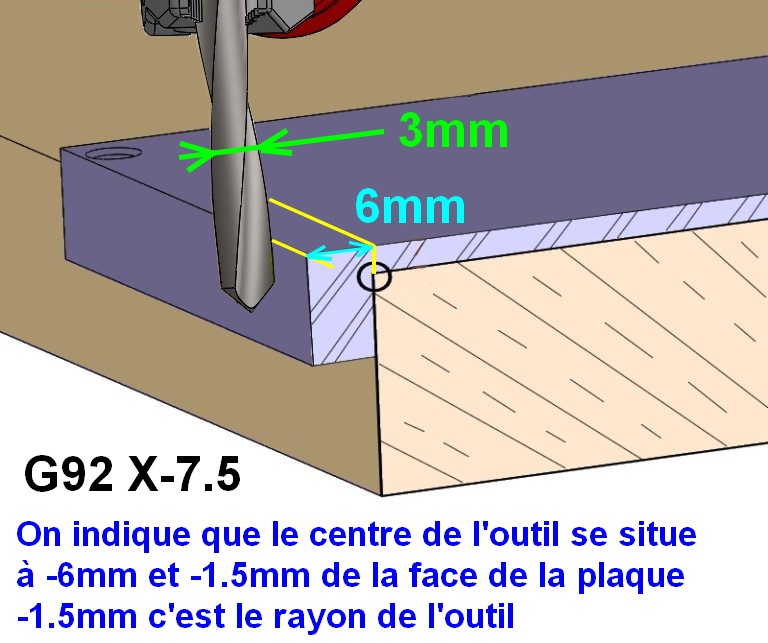
8 ) Indiquer à quelle distance se situe le centre de l’outil par rapport à la plaque à usiner
9 ) Se positionner pour le dernier probing en Y

10 ) Dernier probing en Y

11 ) Indiquer la distance entre l’axe de l’outil et la surface avant de la plaque en bois le long de l’axe Y.

12 ) Dégagement final de l’outil
13 ) Vérifier

Bien sûr, il faut que cette procédure puisse être lancé et se dérouler automatiquement.
Plutôt que de lire le fichier Gcode comme si c’était un usinage, il est préférable de créer une macro, activable avec un bouton dans l’interface du logiciel de pilotage. Ceci est possible avec beaucoup d’interface, Pronterface, Bcnc, Cncjs
Exemple avec CNCjs
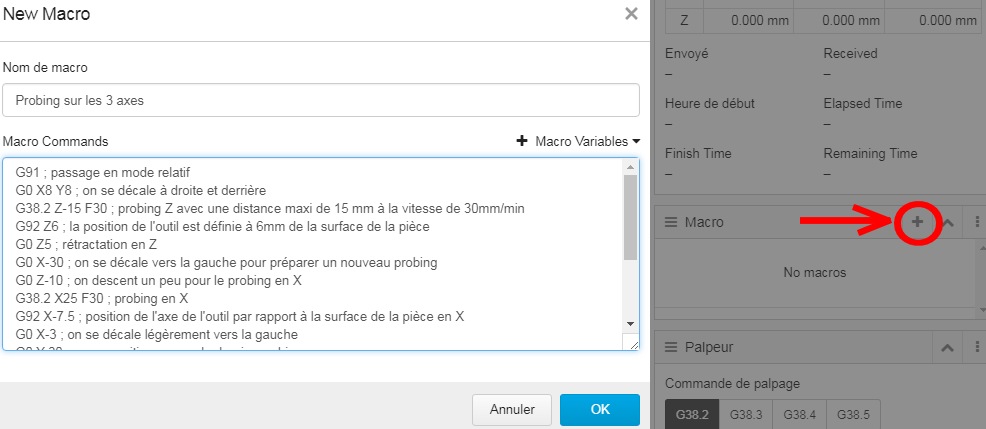
Le programme Gcode pour le probing des 3 axes :
Attention !! il faut écrire le Gcode seulement en majuscule, si vous ajoutez des commentaires, il faut laisser un espace puis un ; avant le commentaire.
G91 ; passage en mode relatif
G0 X8 Y8 ; on se décale à droite et derrière
G38.2 Z-15 F30 ; probing Z avec une distance maxi de 15 mm à la vitesse de 30mm/min
G92 Z6 ; la position de l’outil est définie à 6mm de la surface de la pièce
G0 Z5 ; rétractation en Z
G0 X-30 ; on se décale vers la gauche pour préparer un nouveau probing
G0 Z-10 ; on descent un peu pour le probing en X
G38.2 X25 F30 ; probing en X
G92 X-7.5 ; position de l’axe de l’outil par rapport à la surface de la pièce en X
G0 X-3 ; on se décale légèrement vers la gauche
G0 Y-30 ; on se positionne pour le dernier probing
G0 X15 ; on se positionne pour le dernier probing
G38.2 Y40 F30 ; dernier probing en Y
G92 Y-7.5 ; position de l’axe de l’outil par rapport à la surface de la pièce en Y
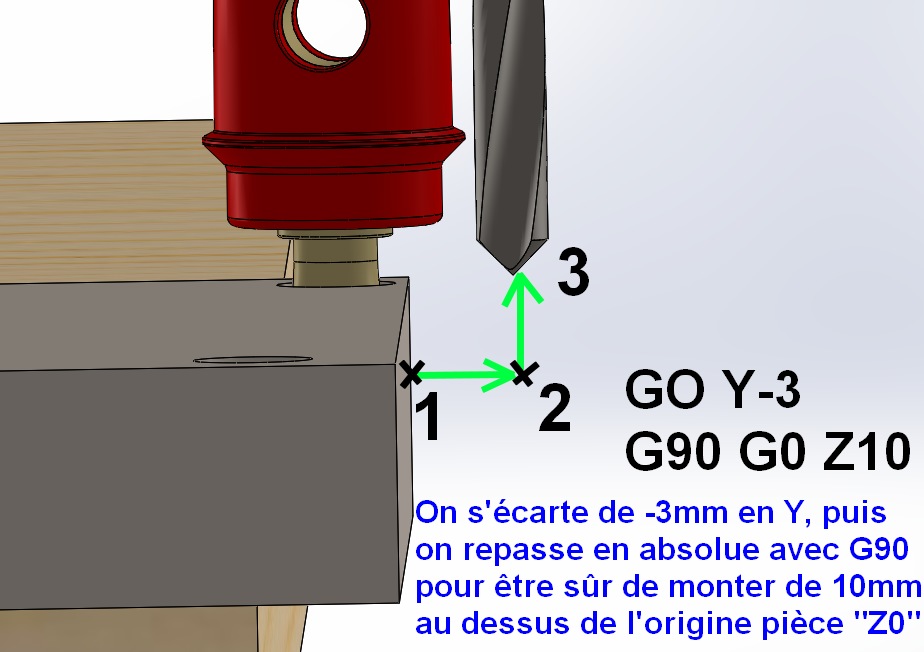
G0 Y-3 ; on se décale pour dégager ensuite l’outil
G90 G0 Z10 ; passage en coordonnées absolues et dégagement de 10mm au dessus du 0 pièce
G0 X0 Y0 Z8.5 ; pour vérifier le positionnement
II ) Améliorations
Il peut se présenter des inconvénients dans certains cas
Si la plaque a usiner est très grand et arrive déjà en limite de capacité de déplacement de la machine.
L’outil n’arrivera pas à dégager sur les cotés de la plaque de test
Solution envisagée : changer la conception de la plaque
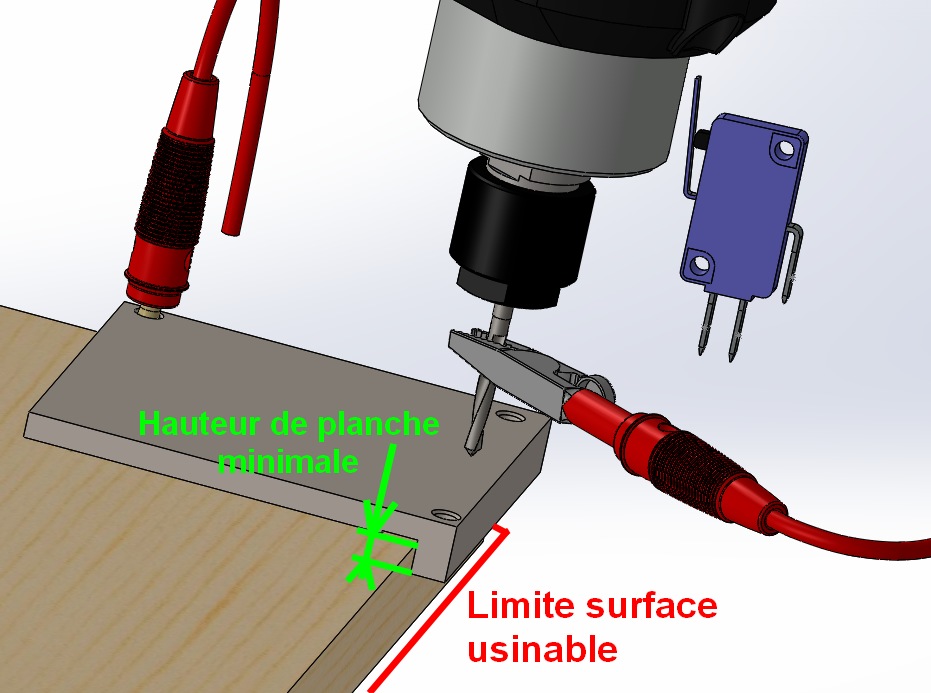
Si la planche à usiner est très fine, moins épaisse que la plaque de probing
Il ne sera pas possible de faire le probing en Z, il faudra modifier la macro et faire le probing en 2 phases.
Solution envisagée : faire une partie probing en X et Y réglable
A chaque changement de diamètre d’outil il faudra modifier la macro à trois endroits pour tenir compte du rayon d’outil qui change.
Solution envisagée : utiliser les variables de macro (disponible dans CNCjs)
Reconception du système
Cette fois ci on viens tangenter à l’intérieur des cotés de la plaque de probing et plus à l’extérieur.
La hauteur des cotés de la plaque de probing est réglable.