[:fr]
Les chamfreins et arrondis
I ) Usinage d’arrondis, profilage
Avec le logiciel Fusion 360
1 ) Il faut choisir un outil de forme hémisphérique puis choisir un usinage 3D Contour
2 ) Dans la partie Géométrie il faut indiquer les limites du profilage
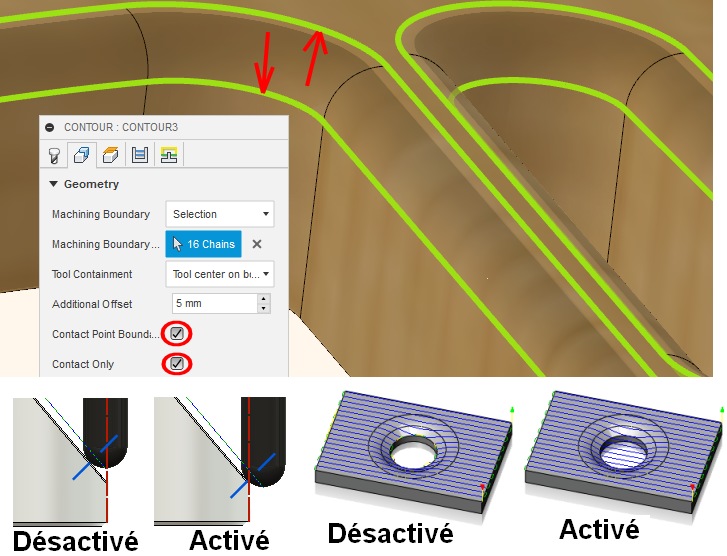
N’oubliez pas de cocher « Contact Point Boundary » c’est à dire « Limite du point de contact »
Sinon l’usinage ne se fera pas jusqu’a la limite indiqué.
Pour l’option « Contact Only » à activer lorsqu’il y a de grandes zones au milieux sans usinage, pour gagner du temps.
Quand il s’agit de petites zones, l’intérêt est moindre, le temps que la machine accélère et décélère immédiatement !!! Des vibrations pour très peu de temps gagné.
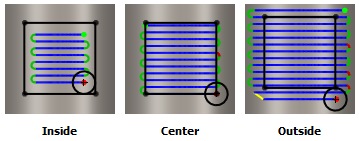
Pour la zone de passage de l’outil par rapport à la zone délimitée, au milieux, l’axe de l’outil en bordure ou à l’extérieur.
C’est à vous de voir, notamment plus tard avec la simulation, tatonnez et modifier en fonction du résultat que vous souhaitez avoir.
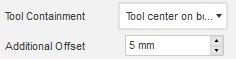
Dans l’exemple ci-dessus de roues dentées pour une horloge en bois, je met l’axe de l’outil qui suit la zone sélectionnée avec un décalage positif de 5mm. Cela donne bien combiné avec les autres paramètres lors de la simulation. Mais cela est à adapter selon les cas.
3 ) Usiner en fonction de la pente
Voici l’option qui va permettre vraiment d’usiner en fonction de la forme
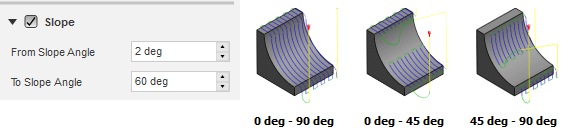
Avec l’option « Slope » c’est à dire « pente » vous pouvez définir une plage de pente à l’intérieur de laquelle la matière sera usinée.
Vous pouvez avec cette option contrôler précisément la zone à usiner.
4 ) Le pas de décalage
C’est la distance à laquelle va se décaler l’outil
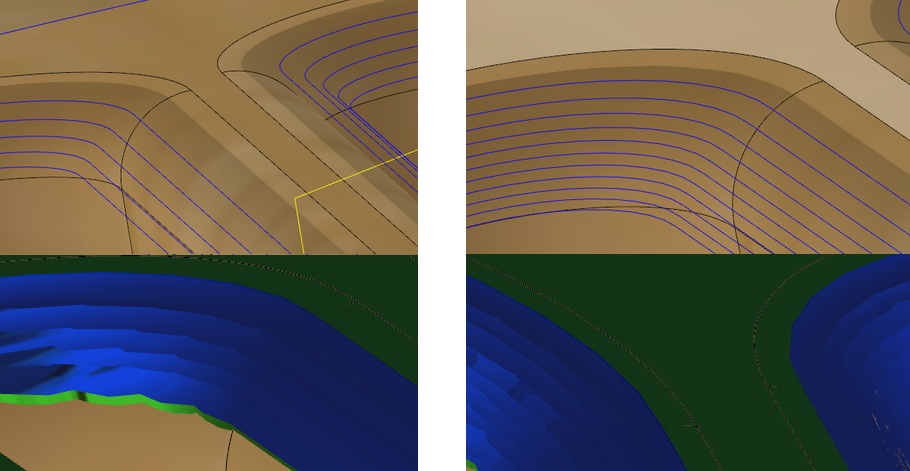
Cela va déterminer la précision de la forme obtenu, les outils hémisphériques de par leur forme font des petites vagues à la surface.
Plus le « Stepdown » est faible plus les vagues seront petites et faible et plus la qualité sera importante.
C’est un compromis entre qualité de surface et temps d’usinage, si vous usiner du bois il y a la possibilité de poncer, ce qui peut être plus rapide que de passer et repasser avec l’outil pour obtenir une surface parfaitement lisse.
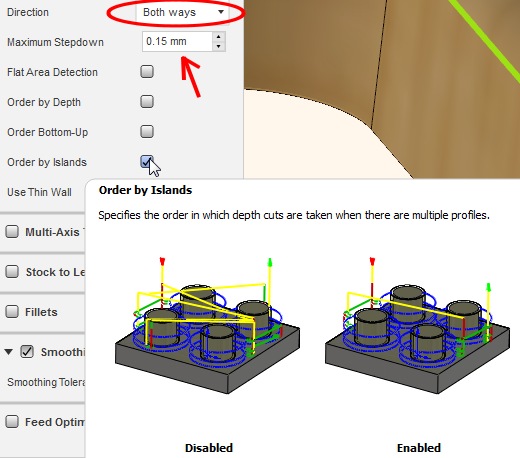
Dans le cas ci-dessus avec des profilages sont à faire à différents endroits, il est préférable de choisir l’option « Order by Island » pour que l’usinage se termine dans une zone avant de se déplacer dans d’autre.
L’option « Bottom-Up » détermine si vous allez usiner le profil en partant du bas ou du haut.
5 ) Quels paramètres choisir ?
C’est un compromis, vous devrez tester des combinaisons entre :
- La zone limite d’usinage « Machining Boundary » avec éventuellement un décalage « Offset » positif ou négatif
- La zone déterminé par la pente « Slope«
- et le décalage maxi entre 2 passes « Maximum Stepdown«
Avec un outil cylindrique, on obtient forcément des escaliers
Donc il faudra ensuite poncer, mais on gagne du temps du fait qu’il n’y aura pas de changement d’outils à faire.
Et si on ne veux pas poncer en utilisant un outil hémisphérique, il faudra faire plusieurs passages pour éviter les effets de vague, beaucoup plus que en faisant des petits escaliers avec un outil cylindrique.
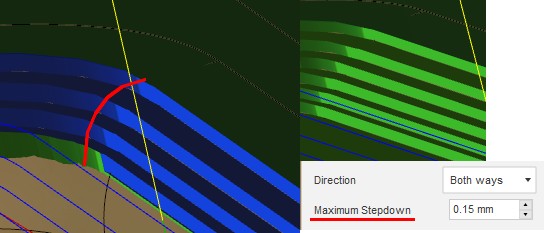
La différence entre les grands et petits escaliers c’est le « Maximum Stepdown » qu’on trouve dans l’onget « Passes »
A vous de trouver le compromis entre le temps d’usinage et le temps de ponçage.
Avantage : une seule passe est suffisante, gain en temps d’usinage, bien qu’il faille effectuer un changement d’outil
Inconvénient : on obtient l’arrondi de l’outil, par forcément l’arrondi spécifique que l’on a dessiné

Avec le logiciel CAMBAM
Documentation réalisée sur le profilage des bords par dh42 de l’atelier des Fougère http://www.atelier-des-fougeres.fr
II ) Chanfreinage