[:en]
With Fusion 360 machining
Last step – Create Gcode
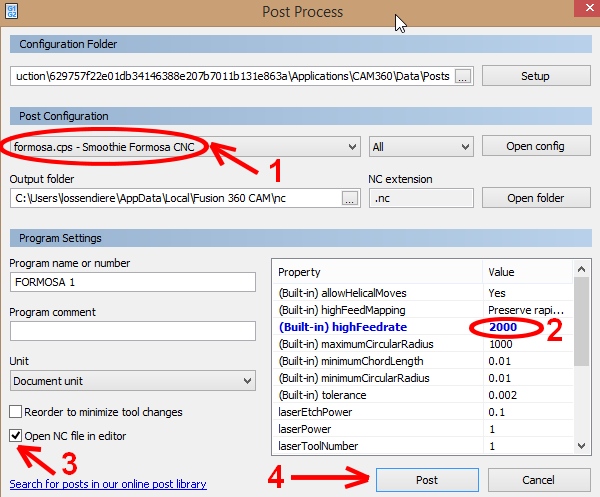
1 ) Need choice the Post Configuration « formosa.cps »
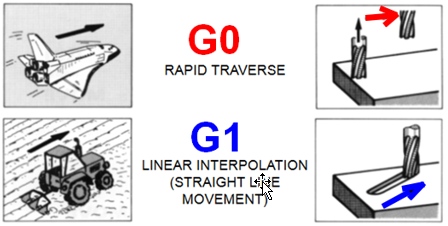
2 ) The highfeedrate is the speed when have « G0 » Gode command
highfeedrate ![]() Maxi move speed CNC machine
Maxi move speed CNC machine
3 ) If you whant see Gcode file in Editor, after Gode save
4 ) Start create Gcode
Usinage tabouret enfant Edie deuxième partie
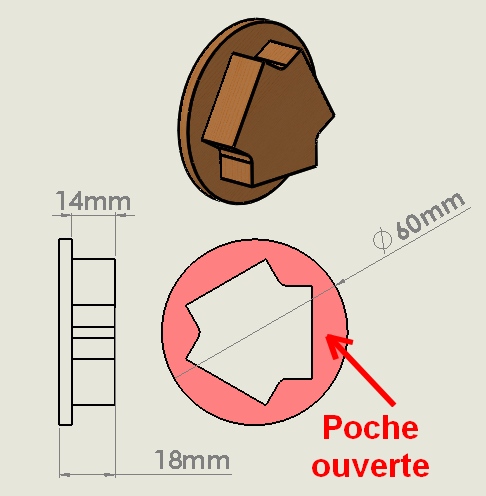
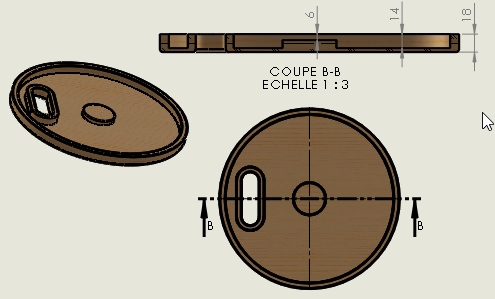
One open pocket with 14mm deep
And cutting a 60mm diameter disk of 18mm deep.
1 ) Import DXF
2 ) Setting WCS (working coordonnate system) and stock
3 ) Setting open pocket machining
More information about manage tools
4 ) Setting contouring
5 ) Simulate machining
Last step – Create Gcode
1 ) Need choice the Post Configuration « formosa.cps »
2 ) The highfeedrate is the speed when have « G0 » Gode command
highfeedrate ![]() Maxi move speed CNC machine
Maxi move speed CNC machine
3 ) If you whant see Gcode file in Editor, after Gode save
4 ) Start create Gcode
Usinage tabouret enfant Edie deuxième partie
Avec le module d’usinage de Fusion 360
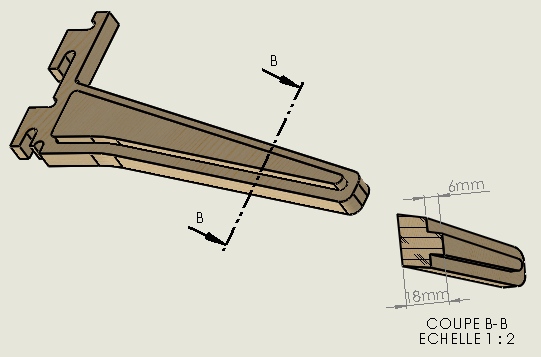
- Clef d'assemblage
- Pied poche ouverte
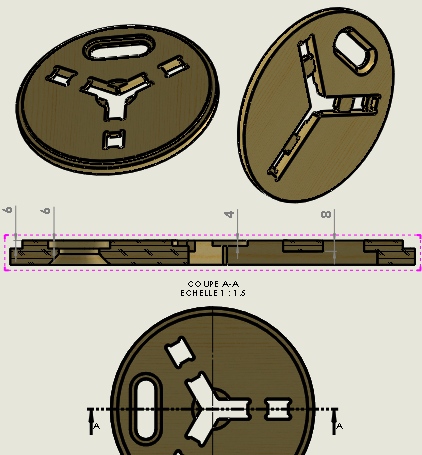
- Assise supérieure
- Assise inférieure
- Fichiers
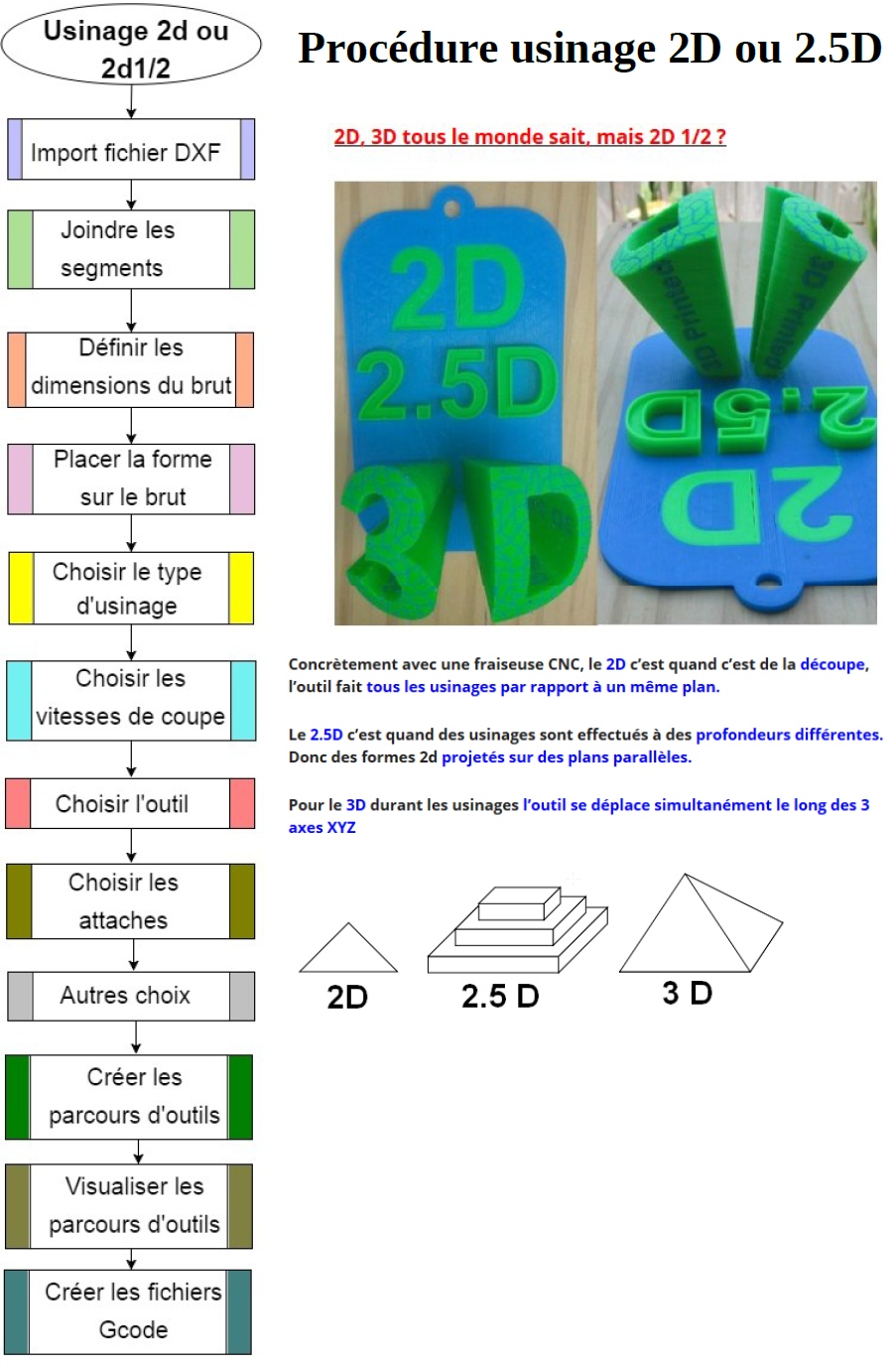
- Méthode générale usinage 2D
Une poche ouverte avec une profondeur de 14mm
Et une découpe d’un disque de 60mm d’épaisseur 18mm.
1 ) Import fichier DXF
2 ) Paramétrage de l’origine pièce et du brut
3 ) Paramétrage usinage de la poche ouverte
Gestion de la bibliothèque d’outils
4 ) Paramétrage contournage final (découpe)
5 ) Simulation finale de l’usinage
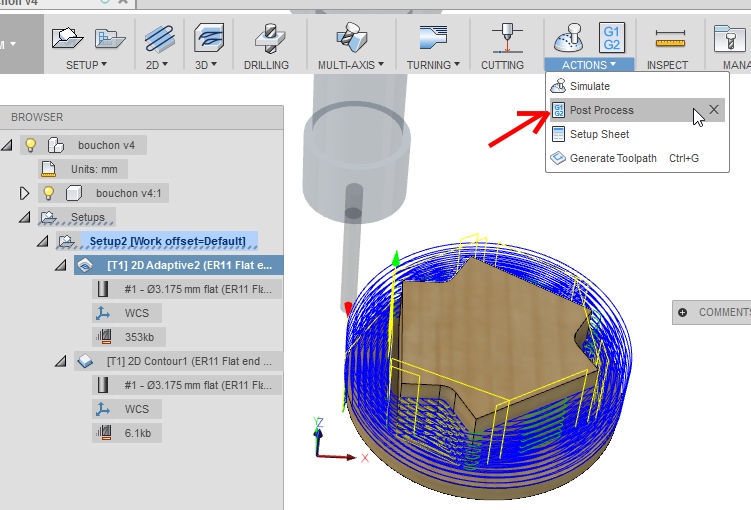
6 ) Création du Gcode
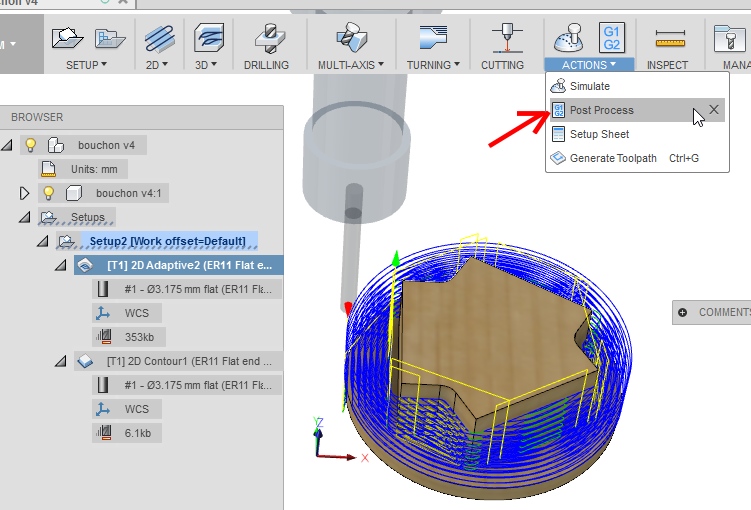
Pour créer le Gcode, aller dans le menu « Action » puis « Post Process »
Dans la liste des « Post Configuration » il y a un postprocesseur « Smoothie » mais celui ci est plus adaptée pour des imprimantes 3D et découpeuses Laser avec carte électronique type smoothieboard, pas pour le cas des CNC Formosa qui ont une carte smoothieboard mais une configuration matérielle assez différente que des imprimantes 3D et découpeuses laser.
Vous pouvez utiliser un post processeur générique ou télécharger le post processeur « Formosa » ci dessous.
Ce fichier est à dézipper, à placer dans le même dossier que les autres postprocesseurs.
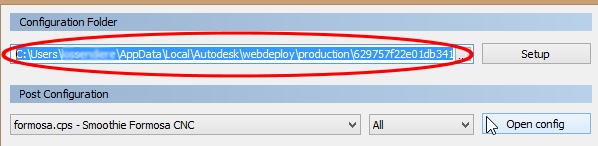
1 ) Une fois que vous avez placé votre fichier postprocesseur dans le dossier des autres postprocesseurs, vous pouvez le choisir dans la liste.
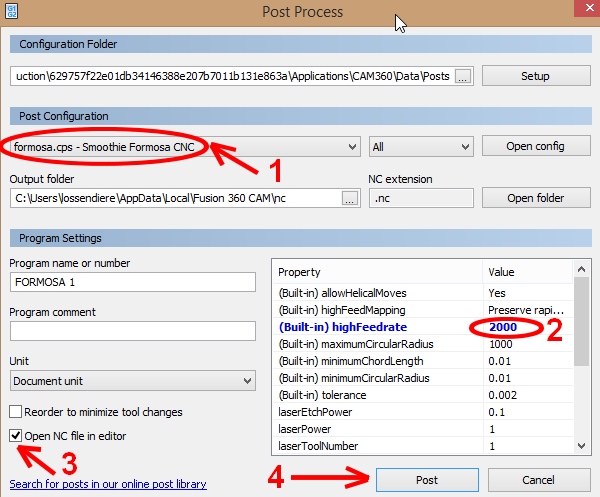
2 ) Vous pouvez choisir la vitesse de déplacement rapide ( G0)
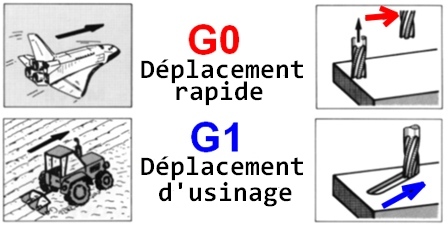
La vitesse de déplacement rapide est celle qui sera activée par la commande Gcode G0.
C’est une vitesse de déplacement quand l’outil n’est pas actif.
La vitesse de déplacement rapide doit être inférieure ou égale à la vitesse de déplacement maxi de la machine.
Pour les CNC Formosa la vitesse de déplacement maxi est de 4000 mm/min.
La vitesse de déplacement Go qui dépend de la valeur hightFeedrate du postprocesseur peut être entre 2000 et 4000 mm/min
3 ) Si vous souhaitez examiner le Gcode généré avant de lancer l’usinage, vous pouvez cocher la case « Open NC file in editor.
4 ) Cliquez sur post pour créer le Gcode
Une poche ouverte de 6mm de profondeur et un découpage de 18mm.
Une poche fermée de 14mm de profondeur avec au milieu un ilot dont la surface est 6mm en dessous.
Cette pièce est la plus complexe à réaliser car elle nécessite un retournement pour réaliser des poches des 2 cotés.