[:fr]
Création d’un cœur imbriqué

Le rendu 3D

Offrandes à Boudha
I ) Création du modèle
Nous allons partir d’une esquisse 2d en DXF venant d’un autre logiciel
fichier dxf mosaic-heart à télécharger
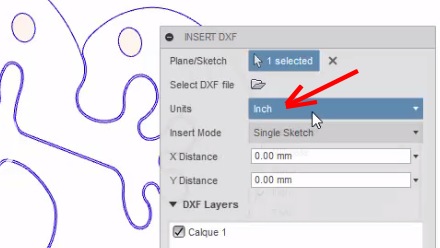
N’oubliez pas lors de l’import du fichier DXF de changer l’unité de pouce en mm
a ) Import du fichier dxf
b ) Extrusion de l’esquisse
c ) Mise à une échelle 2
d ) Choix de l’apparence de la matière
II ) Préparation de l’usinage
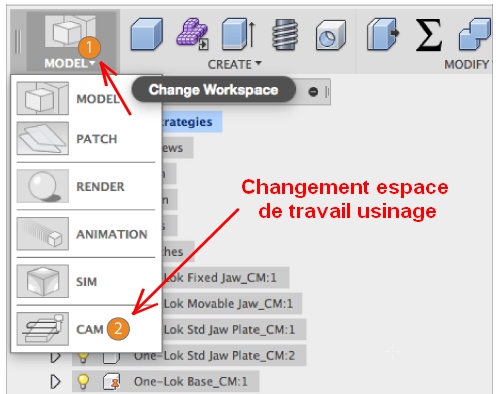
a ) Passage de l’espace de travail modélisation à l’espace usinage
Il faut préparer pour une moitié du cœur et ensuite l’autre moitié, l’ampoule permet d’activer ou désactiver les « body » de la modélisation donc une partie ou l’autre du cœur.
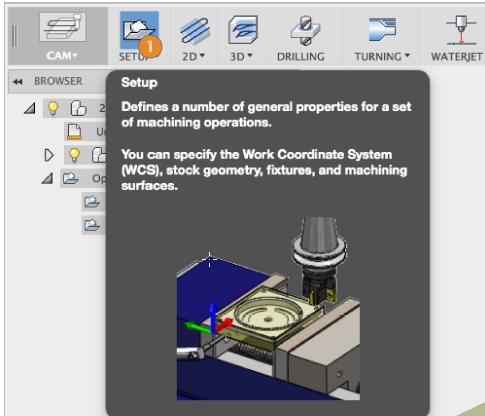
b ) Démarrer un paramétrage d’usinage
c ) Donner une surépaisseur par rapport à l’usinage final
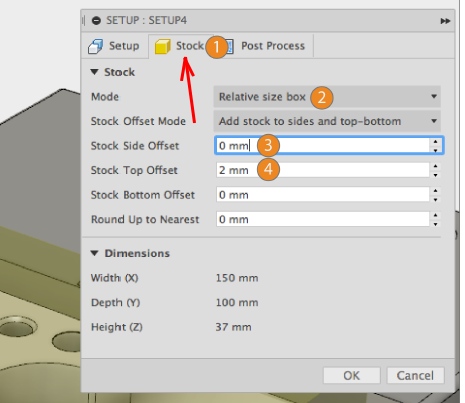
3.1 ) Choisir “Relative size box” ou “Fixed size box »
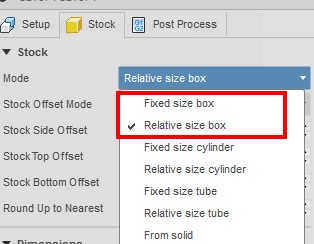
Le choix ce fait surtout selon que vous avez un petit objet a découper dans une grande planche ou une planche qui correspond à l’objet à découper.
 Pour une planche aux dimensions précises qui correspond à la taille de l’objet à usiner, il faut choisir “Fixed size box“.
Pour une planche aux dimensions précises qui correspond à la taille de l’objet à usiner, il faut choisir “Fixed size box“.
Dans ce cas la pièce usinée pourra se situer au centre ou décalée d’une distance précise par rapport à un coté du brut.
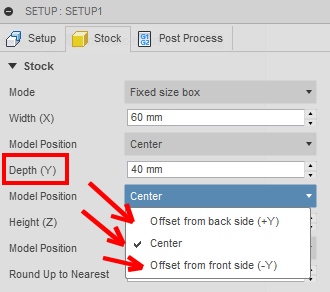
3.2 ) Choisir où mettre une surépaisseur
Tout dépend de la ou les faces sur lesquelles vous aller enlever de la matière.
Si c’est un surfaçage au dessus :
– mettre une surépaisseur au dessus “Stock Top Offset” (4)
– et “0” pour les cotés “Stock Side Offset” (3)
Si c’est une découpe de planche :
– mettre une surépaisseur autour “Stock Side Offset” (3)
– et “0” pour le dessus “Stock Top Offset” (4)
d ) Définir l’origine pièce
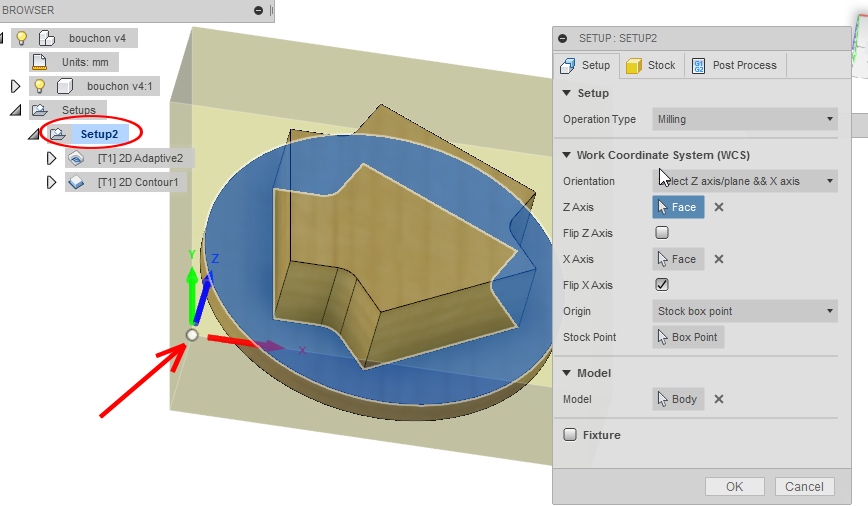
Le choix de l’origine pièce ce situe dans la fenêtre de paramétrage SETUP et dans la partie WCS (Work Coordinate System)
Si vous n’avez pas une orientation des axes correct, vous pouvez la modifier dans la partie “Orientation”
Si le sens positif des axes ne va pas dans le bon sens cochez “Flip ? axis”
Pour les machines CNC Formosa, il faut placer :
– l’origine à sur le sommet gauche devant supérieur du prisme représentant le brut.
– l’axe x devant le sens positif pointant vers la droite
– l’axe y sur le coté le sens positif pointant vers l’arrière
– l’axe z vertical le sens positif poinnant vers le haut
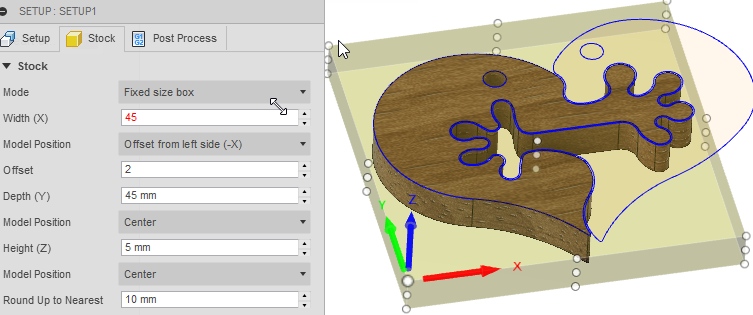
Voici une capture d’écran, avec un « setup » d’une moitié de coeur
– Un brut fixe avec la pièce positionnée au centre pour l’axe Y et décalé de 2mm par rapport au bord pour l’axe X
– Le WCS en haut à gauche devant
c ) Choisir le type d’usinage
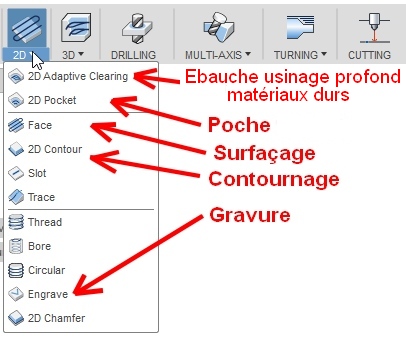
Pour réaliser la découpe des cœurs, il faudra bien entendu choisir dans les usinages 2D le contournage « 2D Contour »
Fichiers d’usinage
Fichiers fusion 360 coeurs gauche et coeur droit
Attention !! Le gcode généré à été fait avec le postprocesseur des machines CNC Formosa c’est à dire avec un postprocesseur Smoothieboard légèrement modifié.
Avec une épaisseur de brut de 9mm, une fraise cylindrique de 3,175mm et des vitesses d’avance de 600mm/min ainsi que des profondeur de passe de 1,85mm.
Tout cela est à adapter en fonction de la rigidité et puissance de votre machine, de votre outil et de l’épaisseur de votre plaque.
0 commentaires