[:fr]
Limiter les supports d’impression

Concernant l’impression 3D par dépôt de fil fondu ( FDM )
Il n’est pas possible d’imprimer des surfaces en surplomb, sinon le plastique s’affaisse.
Une technique consiste à imprimer des supports mais :
Première règle : éviter les supports quand cela est possible
a ) En orientant judicieusement la pièce par rapport au plateau d’impression
b ) En adaptant la conception de votre pièce

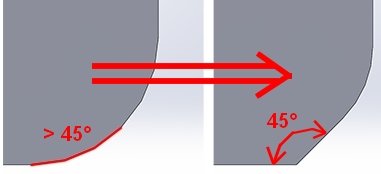
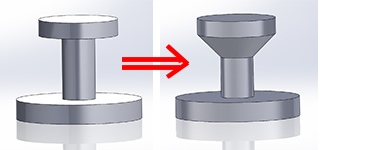
Lorsque les surfaces en surplomb ne sont pas fonctionnelles, il est préférable d’ajouter des chanfreins avec des angles par rapport à la verticale supérieurs à 45°.
Exceptions à la règle des 45° – les ponts et les arches
1 ) Les ponts
Lorsque un pont est détecté par le logiciel de tranchage, il créer du code qui augmente la vitesse de déplacement de la buse afin que le plastique s’étire et se refroidisse plus vide, il s’affaisse moins.
Il y a cependant des limites.
Un pont de porté de 10 ou 20mm ne pose pas de problème
A partir de 30mm de portée des couches de plastique commencent à s’affaisser.
Attention :
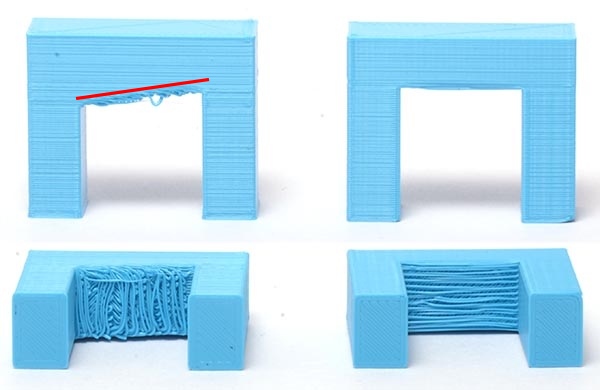
La partie en surplomb du pont doit être horizontale.
Si ce n’est pas le cas comme pour l’exemple de gauche, la qualité est très mauvaise.
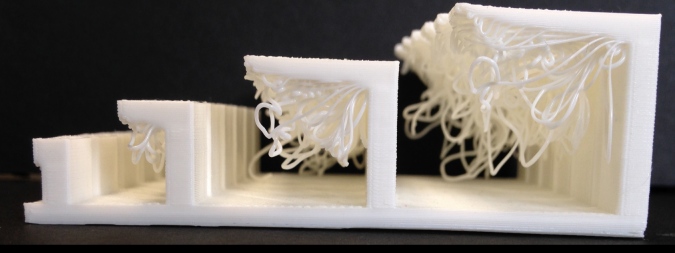
Démonstration

Pour la même longueur ( 3 carreaux ) on voit très bien que en dessous du surplomb de la lettre H le plastique s’affaisse beaucoup moins que en dessous des extrémités de la lettre T.
Lorsque en plus du surplomb, la forme descend vers le bas c’est la catastrophe comme on peut le voir pour la lettre N°4

Pour éviter ces problèmes il est préférable de mettre juste un peu de support en dessous du H au milieu et de retourner la lettre T dans l’autre sens.
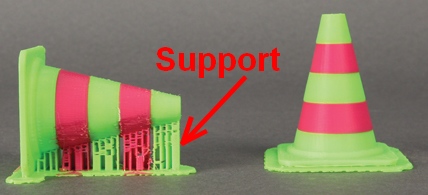
Le problème avec les supports des logiciels de tranchage classique, c’est qu’ils ajoutent automatiquement sans discernement du support en dessous de la totalité des zones en surplomb. Comme on peut le voir pour le lapin de gauche.

Avec pour conséquence :
– beaucoup de matière perdu
– temps d »impression plus long
– du temps à passer pour enlever les supports.
Il est préférable de créer ses supports sois même avec un logiciel de conception. Ou d’opter pour une méthode semi-automatique comme avec le logiciel Autodesk Meshmixer.


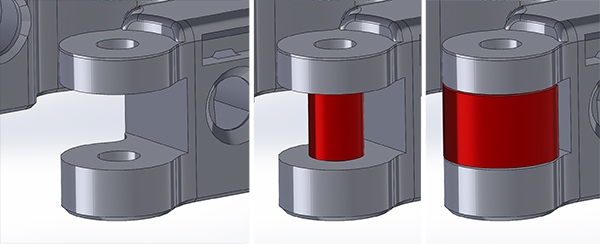
Voici un exemple de support que vous pouvez concevoir vous même, un cylindre très fin pas plus de 0,25mm entre la partie inférieure et supérieure.
Autre solution seulement possible seulement pour les imprimantes double tête.
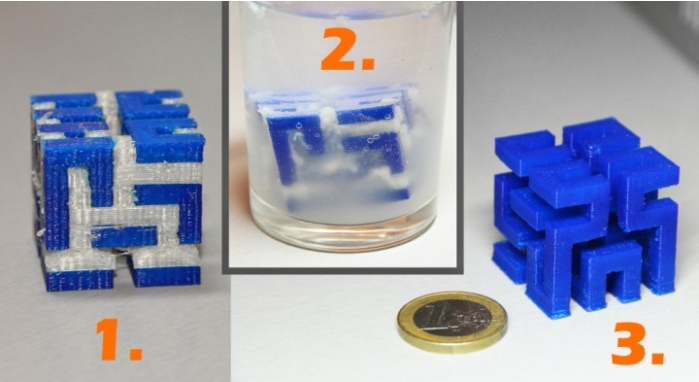
Imprimer l’objet avec par exemple du plastique PLA et utiliser la deuxième tête pour l’impression en plastique PVA
Le plastique PVA ( Acétate de polyvinyle ) est soluble dans l’eau chaude et disparait au bout de quelques heures.
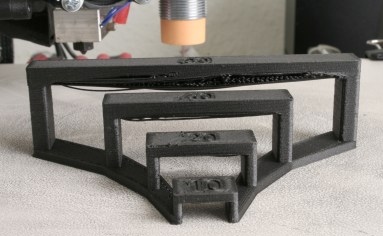
2 ) Les arches
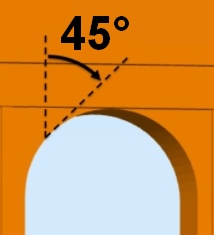
Bien qu’a plusieurs endroits la tangente fasse un angle supérieur de 45° par rapport à la verticale, il n’y a pas d’affaissement de plastique.
Il y a également des limites, ne pas utiliser des arches trop larges, cependant les arches ont une portée plus longue sans affaissement de plastique par rapport aux ponts à tablier horizontaux.
0 commentaires