[:en]
Create Gcode
In the list of “Post Configuration” there is a post-processor « Smoothie » but this one is more suitable for 3D printers and laser cutters with smoothieboard electronic card, not for the case of Formosa CNCs that have a smoothieboard card but a hardware configuration quite different from the 3D printers and Laser cutters.
You can use a generic post processor or download the post processor « Formosa »
This file need to be be unzipped, and placed in the same folder as the other postprocessors.
1 ) Once you have placed your postprocessor file in the postprocessor folder, you can choose it from the list.
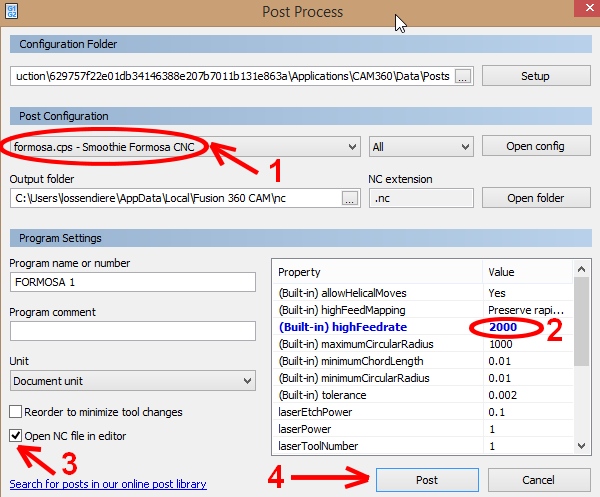
1 ) Need choice the Post Configuration « formosa.cps »
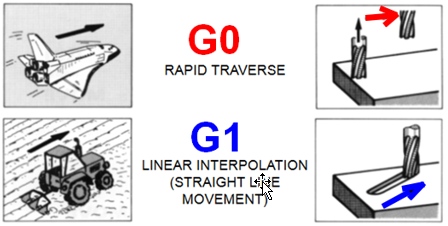
2 ) The highfeedrate is the speed when have « G0 » Gode command
highfeedrate ![]() Maxi move speed CNC machine
Maxi move speed CNC machine
3 ) If you whant see Gcode file in Editor, after Gode save
4 ) Start create Gcode
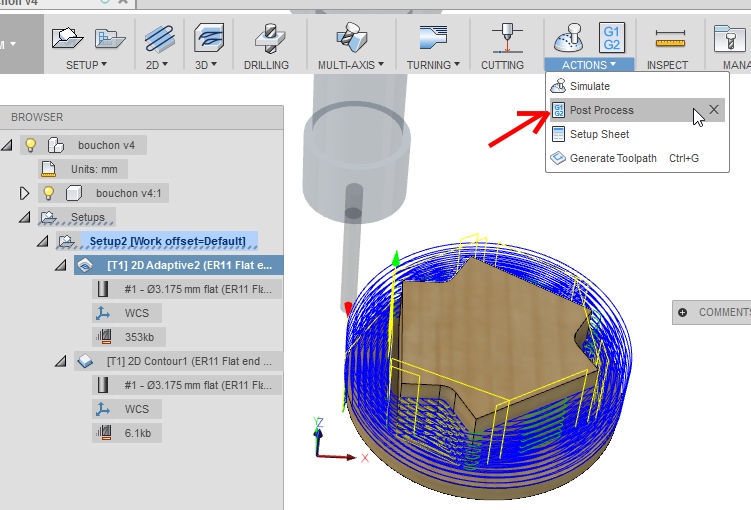
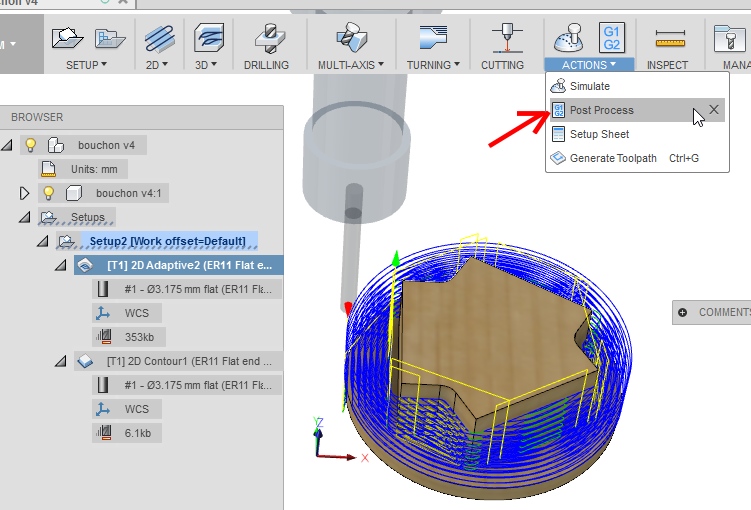
Create Gcode
Pour créer le Gcode avec fusion 360, il faut aller dans le menu « Action » puis « Post Process »
Dans la liste des « Post Configuration » il y a un postprocesseur « Smoothie » mais celui ci est plus adaptée pour des imprimantes 3D et découpeuses Laser avec carte électronique type smoothieboard, pas pour le cas des CNC Formosa qui ont une carte smoothieboard mais une configuration matérielle assez différente que des imprimantes 3D et découpeuses laser.
Vous pouvez utiliser un post processeur générique ou télécharger le post processeur « Formosa » ci dessous.
Ce fichier est à dézipper, à placer dans le même dossier que les autres postprocesseurs.
1 ) Une fois que vous avez placé votre fichier postprocesseur dans le dossier des autres postprocesseurs, vous pouvez le choisir dans la liste.
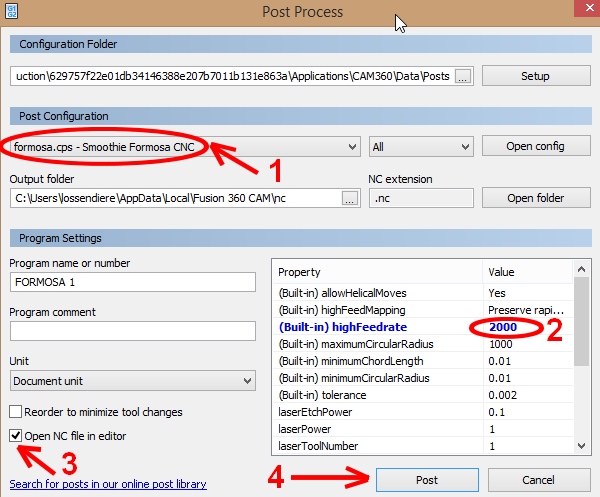
2 ) Vous pouvez choisir la vitesse de déplacement rapide ( G0)
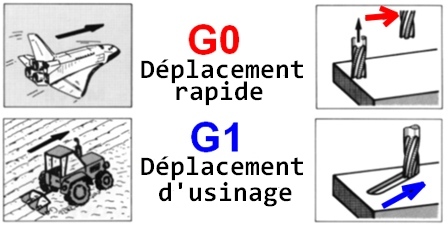
La vitesse de déplacement rapide est celle qui sera activée par la commande Gcode G0.
C’est une vitesse de déplacement quand l’outil n’est pas actif.
La vitesse de déplacement rapide doit être inférieure ou égale à la vitesse de déplacement maxi de la machine.
Pour les CNC Formosa la vitesse de déplacement maxi est de 4000 mm/min.
La vitesse de déplacement Go qui dépend de la valeur hightFeedrate du postprocesseur peut être entre 2000 et 4000 mm/min
3 ) Si vous souhaitez examiner le Gcode généré avant de lancer l’usinage, vous pouvez cocher la case « Open NC file in editor.
4 ) Cliquez sur post pour créer le Gcode
Article complémentaire : simuler et éditer le Gcode