[:fr]
Choix de l’outil selon la matière à usiner
La matière à usiner impliquera pour l’outil :
– un choix de matière ( Acier rapide HSS, carbure, diamant )
– un choix de la forme et du nombre des dents
- I ) Les outils en acier rapide (HSS)
- II ) Les outils carbures
- III ) Les fraises diamant
- IV ) Les outils industriels pour matière très dure
- V ) Les fraises avec dentures particulières
- VI ) Le nombre de dents
- VII ) Les angles de coupe et de dépouille
Les outils en acier rapide (HSS) au tungstène et molybdène
Ces outils sont en alliage d’acier fer-carbone plus tungstène (jusqu’à 20 %) et quelques éléments d’addition (cobalt, manganèse, chrome, vanadium, molybdène). Ils sont appelé outil HSS (High Speed Steel) ou outils acier rapide. Le terme acier rapide vient du fait que cet acier peut conserver sa tempe (traitement thermique de dureté) même à haute température. On peut donc avoir une température de la pointe de l’outil élevée sans que celui ci s’use rapidement, c’était un progrès à l’époque ou ces aciers ont été découvert en 1910 puis améliorées en 1930 Ces outils sont bon marché, mais ne sont pas adaptés pour usiner les matières trop dures et ne peuvent pas fonctionner à des vitesses de coupe très élevées, ils s’usent assez vite quand la matière est dure ou abrasive et doivent être réaffûtés.  Les outils HSS conviennent très bien pour les matériaux tendres comme le bois et les matières plastiques. Pour l’aluminium, cuivre ou laiton vous pouvez utilisez des outils HSS pour les formes particulières. (fraisures de vis, rainures, queue d’aronde …) parce que ce sont des usinages occasionnels et les outils carbures coûtes beaucoup plus cher pour ces outils de forme. Par contre pour les usinages classiques dans l’aluminium ou cuivre et ses alliages avec des fraises cylindriques 2 tailles, il est préférable de passer aux outils carbures qui ne coûte pas beaucoup plus cher et donne meilleure satisfaction pour la qualité de surface, vitesse de coupe possible et durée de vie.
Les outils HSS conviennent très bien pour les matériaux tendres comme le bois et les matières plastiques. Pour l’aluminium, cuivre ou laiton vous pouvez utilisez des outils HSS pour les formes particulières. (fraisures de vis, rainures, queue d’aronde …) parce que ce sont des usinages occasionnels et les outils carbures coûtes beaucoup plus cher pour ces outils de forme. Par contre pour les usinages classiques dans l’aluminium ou cuivre et ses alliages avec des fraises cylindriques 2 tailles, il est préférable de passer aux outils carbures qui ne coûte pas beaucoup plus cher et donne meilleure satisfaction pour la qualité de surface, vitesse de coupe possible et durée de vie.
Les outils carbure
Les outils carbures peuvent être :  – Monobloc Pour les matériaux qui ont tendance à coller à la fraise comme certaines matières plastiques ou l’aluminium, il faut que les copeaux soient évacués très vite. Pour cela une fraise carbure à 1 dents comme celle ci-contre conviens très bien. Il faut avancer rapidement dans la matière en tournant suffisamment vite pour limiter les efforts de coupe et évacuer le copeaux pour ne pas qu’il reste sur place et face chauffer le matériaux.
– Monobloc Pour les matériaux qui ont tendance à coller à la fraise comme certaines matières plastiques ou l’aluminium, il faut que les copeaux soient évacués très vite. Pour cela une fraise carbure à 1 dents comme celle ci-contre conviens très bien. Il faut avancer rapidement dans la matière en tournant suffisamment vite pour limiter les efforts de coupe et évacuer le copeaux pour ne pas qu’il reste sur place et face chauffer le matériaux.  Avec plaquettes brasées Lorsque vous avez un foret béton ou une lame de scie circulaire les petits plaquettes de la partie coupante sont en carbure de tungstène et elles sont brasés. On a le même principe sur certaines fraises.
Avec plaquettes brasées Lorsque vous avez un foret béton ou une lame de scie circulaire les petits plaquettes de la partie coupante sont en carbure de tungstène et elles sont brasés. On a le même principe sur certaines fraises.  Avec plaquettes démontables Il y a différent qualité de carbure Il faut savoir que les outils avec plaquettes brasées peuvent s’affûter à condition d’avoir le matériel. Ce n’est pas le cas des plaquettes démontables qui se jettent une fois usées ou cassés. Par contre le carbure des plaquettes démontable est de qualité supérieur, un carbure micro-grain qui ne peut de toute façon pas se braser.
Avec plaquettes démontables Il y a différent qualité de carbure Il faut savoir que les outils avec plaquettes brasées peuvent s’affûter à condition d’avoir le matériel. Ce n’est pas le cas des plaquettes démontables qui se jettent une fois usées ou cassés. Par contre le carbure des plaquettes démontable est de qualité supérieur, un carbure micro-grain qui ne peut de toute façon pas se braser.  Une fois qu’une extrémité de la plaquette est usée ou cassé il est possible de retourner 1 fois 2 fois ou 3 fois selon la forme de la plaquette pour utiliser les autres angles de coupe. Donc au final même si c’est du jetable la durée de vie est importante. Les outils carbures monobloc peuvent avoir différentes qualités selon la dureté des matériaux à usiner.
Une fois qu’une extrémité de la plaquette est usée ou cassé il est possible de retourner 1 fois 2 fois ou 3 fois selon la forme de la plaquette pour utiliser les autres angles de coupe. Donc au final même si c’est du jetable la durée de vie est importante. Les outils carbures monobloc peuvent avoir différentes qualités selon la dureté des matériaux à usiner.
Les fraises diamant
Le diamant industriel est une matière encore plus dure que le carbure et permet de graver, découper des matériaux très durs et abrasifs comme le verre, l’inox, le granit, la pierre. Pour les gravures fines, il est préférable d’utiliser une pointe diamant, la broche de la machine ne tourne pas et l’outil est pressé et frotte contre la matière avec un ressort.
Pour les gravures plus profondes comme par exemple dans la pierre, des outils diamant en V permettent de faire du V Carving
Les plaquettes de coupe pour matériaux très durs ( usage industriel)
Plaquettes de coupe céramiques Les outils céramiques sont réalisés dans des plaquettes amovibles (comme pour le carbure micrograin), ils sont adaptés pour l’usinage de la fonte, alliages spéciaux et aciers traités. Plaquettes de coupe PCD et CBN Le polycristallin diamant et le nitrure de bore cubique sont après le diamant les matériaux de coupe les plus dur pour les usinages dans les matériaux très durs à haute température.
Les fraises HSS ou carbures cylindriques avec dentures particulières
Fraise avec denture droite  Ce sont les fraises de défonceuse Elle conviennent bien pour la découpe du bois MDF Fraise avec denture diamant
Ce sont les fraises de défonceuse Elle conviennent bien pour la découpe du bois MDF Fraise avec denture diamant ![]() Attention à ne pas confondre avec les fraises diamant. Pour celle ci c’est juste la forme des dents qui font ressembler aux facettes d’un diamant. Ces fraises sont le plus souvent en carbure de tungstène et permettent de découper les matières denses et stratifié en la pulvérisant. L’autre avantage c’est qu’elles laissent des champs plus net avec moins de bavures surtout pour les matériaux stratifiés comme le contreplaqué. Convient pour découper le HPL, contreplaqué, plaque d’epoxy et composite comme carbone. Pour les composite d’epoxy ou carbone attention de choisir une bonne qualité de fraise, au carbure micrograin car c’est abrasif et un outil de mauvaise qualité risque de s’user très vite.
Attention à ne pas confondre avec les fraises diamant. Pour celle ci c’est juste la forme des dents qui font ressembler aux facettes d’un diamant. Ces fraises sont le plus souvent en carbure de tungstène et permettent de découper les matières denses et stratifié en la pulvérisant. L’autre avantage c’est qu’elles laissent des champs plus net avec moins de bavures surtout pour les matériaux stratifiés comme le contreplaqué. Convient pour découper le HPL, contreplaqué, plaque d’epoxy et composite comme carbone. Pour les composite d’epoxy ou carbone attention de choisir une bonne qualité de fraise, au carbure micrograin car c’est abrasif et un outil de mauvaise qualité risque de s’user très vite.
Fraise avec hélice coupe à gauche ( downcut ) 
 Le copeau et la plaque au lieu d’être aspiré vers le haut est repoussé vers le bas. Ceci est intéressant pour limiter les attaches et ne pas risquer d’avoir des plaques qui se soulèves. Empêcher les bavures au dessus de la plaque usinée. Attention, comme les copeaux vont vers le bas il faut prévoir de l’espace entre la plaque à usiner et le plateau martyr, prévoir par exemple des cales.
Le copeau et la plaque au lieu d’être aspiré vers le haut est repoussé vers le bas. Ceci est intéressant pour limiter les attaches et ne pas risquer d’avoir des plaques qui se soulèves. Empêcher les bavures au dessus de la plaque usinée. Attention, comme les copeaux vont vers le bas il faut prévoir de l’espace entre la plaque à usiner et le plateau martyr, prévoir par exemple des cales.
Le matériaux est du UHMWPE ( Ultra High Molecular Weight. Polyethylene. – Pour l’outil classique, on voit clairement que malgré les attaches, les pièces découpées ont tendance à se soulever et il y a beaucoup de bavures. – Pour l’outil avec coupe à gauche ce n’est plus le cas. Fraise de compression (hélice coupe à droite en haut et coupe à gauche en bas )  Cette fraise est particulièrement bien adapté pour la découpe de matériaux mélaminé comme le contreplaqué.
Cette fraise est particulièrement bien adapté pour la découpe de matériaux mélaminé comme le contreplaqué. 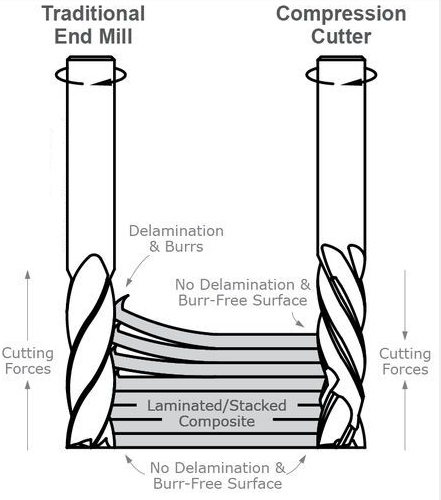 Ci dessous un test de découpe de contreplaqué avec une fraise à compression et une importante vitesse de coupe.
Ci dessous un test de découpe de contreplaqué avec une fraise à compression et une importante vitesse de coupe.
On se rend compte que même a très haute vitesse de coupe, la plaque ne bouge pas et les champs coupés sont net. Résumé sur les fraises cylindriques et les efforts axiaux 
Le nombre de dents
Le nombre de dent est très importants
- Un petit nombre de dent permet d’enlever beaucoup de matières, en effet peu de dents implique des espaces plus grand pour dégager les copeaux, donc un meilleur débit. C’est pourquoi les fraises 1 dent sont particulièrement adaptée pour les découpes dans les matériaux peu dense ( bois, plastiques, aluminium, cuivre, laiton)
 Le fait d’enlever le copeau rapidement permet d’augmenter la vitesse d’avance et également d’éviter que l’outil reste trop longtemps au même endroit, donc de moins échauffer le matériaux lors de la coupe, ceci est important pour la découpe de certains plastiques et l’aluminium.Quand la matière chauffe trop elle peu coller à l’outil et celui ci ne coupe plus.
Le fait d’enlever le copeau rapidement permet d’augmenter la vitesse d’avance et également d’éviter que l’outil reste trop longtemps au même endroit, donc de moins échauffer le matériaux lors de la coupe, ceci est important pour la découpe de certains plastiques et l’aluminium.Quand la matière chauffe trop elle peu coller à l’outil et celui ci ne coupe plus. - Un grand nombre de dent est nécessaire pour les matériaux denses ou les finitions, cela implique des copeaux plus petit, mais moins de débit possible, ainsi les vitesses avances sont plus faibles qu’avec peu de dents.
On notera aussi que les fraises avec plus de dents sont plus résistantes à la flexion et aux vibrations
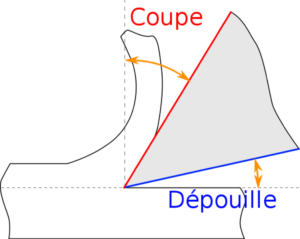
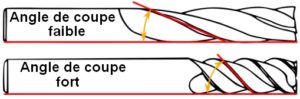 Plus l’angle de coupe est grand plus il renforce l’effort axiale, et réduit l’effort tangentielles. Pour le bois, un angles de coupe faible permet au copeau de se former plus facilement en compression et d’avoir un meilleur état de surface. Pour les matériaux plastique, un angle de coupe faible est également adapté Pour un matériaux dur comme l’acier un angle de coupe élevé permet au copeau de se soulever et on obtient ainsi un meilleur résultat. A chaque type de matériaux correspond un angle de coupe idéal.
Plus l’angle de coupe est grand plus il renforce l’effort axiale, et réduit l’effort tangentielles. Pour le bois, un angles de coupe faible permet au copeau de se former plus facilement en compression et d’avoir un meilleur état de surface. Pour les matériaux plastique, un angle de coupe faible est également adapté Pour un matériaux dur comme l’acier un angle de coupe élevé permet au copeau de se soulever et on obtient ainsi un meilleur résultat. A chaque type de matériaux correspond un angle de coupe idéal. Guide de choix des outils en Anglais réalisé par l’outilleur GDP-GUHDO (USA)