[:fr]
Le matériel à l’intérieur d’une découpeuse Laser C02
I ) La source de pompage du LASER C02, énergie électrique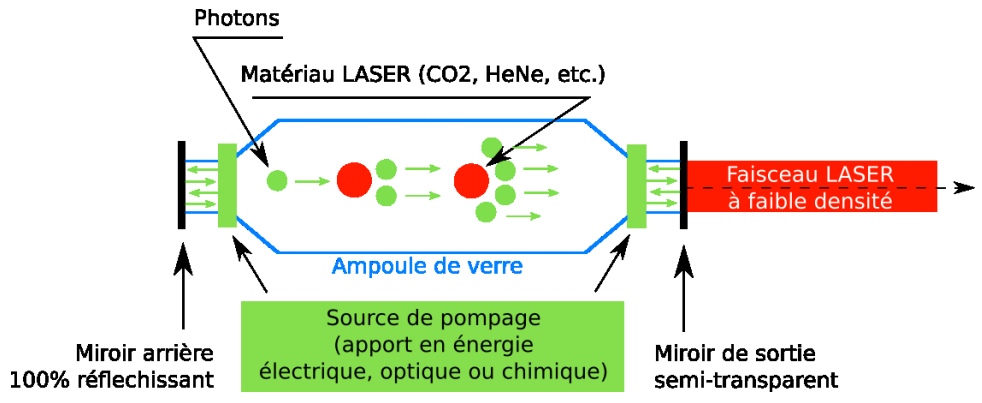
Le système de pompage électrique se fait avec une décharge électrique en continu ou radiofréquencé.
C’est cette décharge électrique qui va exciter en premier les molécules de C02 ( la raison pour laquelle on appelle ces laser C02 meme si le gaz n’est pas majoritaire dans le tube )
L’élément principal de la source de pompage électrique est une alimentation à découpage à stockage inductif (flyback)
Une alimentation à découpage est une alimentation électrique dont la régulation est assurée par des composants électroniques de puissance utilisés en commutation (généralement des transistors) contrairement aux alimentations linéaires.
Les alimentations électrique de type flyback stockent l’énergie sous forme d’énergie magnétique dans une inductance (bobine) et libère ensuite cette énergie dans un circuit dit secondaire.
L’alimentation flyback utilisée pour les lasers C02 permet d’avoir dans le circuit secondaire un voltage très élevé lors de la décharge.
Par exemple pour alimenter un tube 40 ou 50W un voltage de 25kv maxi et un ampérage maxi de 20mA
Pour un tube C02 de 80W un voltage de 40kv maxi et un ampérage maxi de 28mA
Pour un tube C02 de 130 à 150W un voltage de plus de 50kv et un ampérage maxi de 38mA

Cette alimentation C02 est produite par l’entreprise Jinan Hongyuan Electric dans le Shandong en Chine. http://www.jnhyec.com/en/
Autre site internet de l’entreprise http://www.laserpower.cc/products.asp?c=4&classid=2
Fiche produit : http://www.jnhyec.com/en/productxx.asp?signid=87&proid=199
Le temps de réponse est inférieur à 1ms
Le MTBF indiqué est supérieur à 10 000 heures, si les données sont exact ceci indique une très bonne fiabilité.
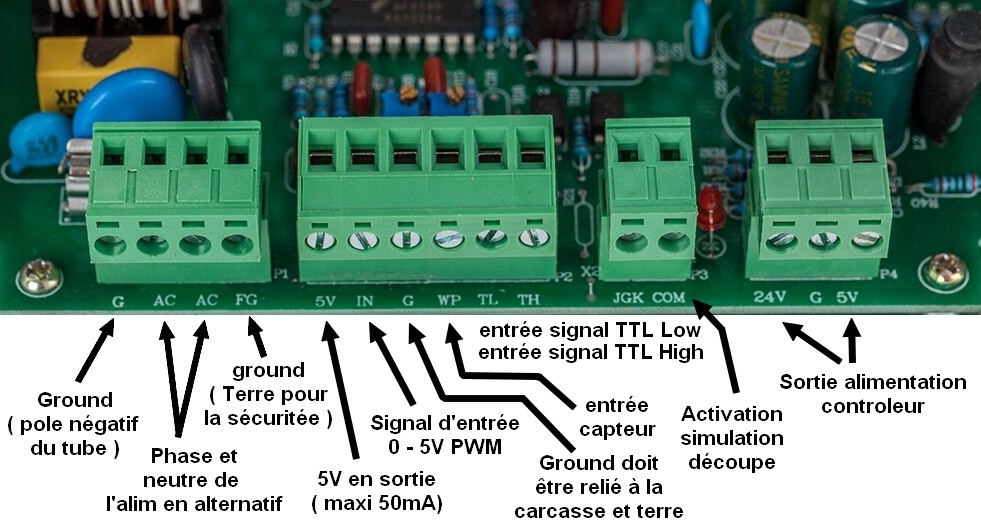
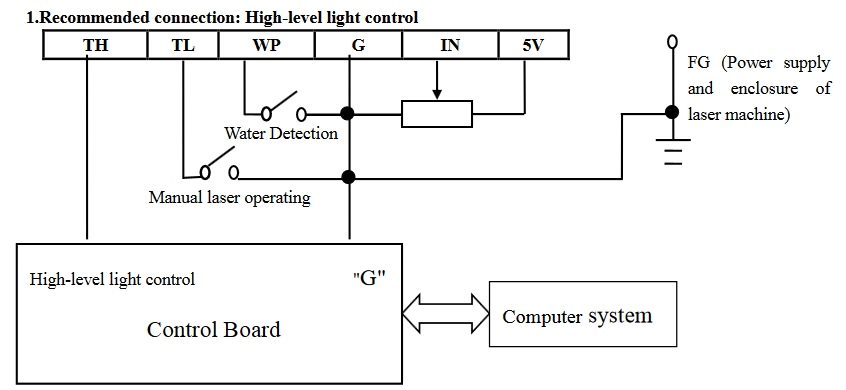
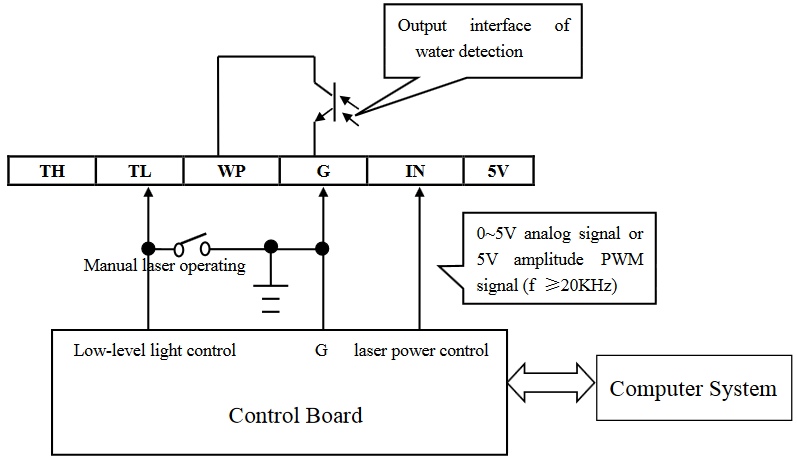
Pour le signal In on peut utiliser un signal analogique 0 – 5V variant avec un potentiomètre par exemple ou un signal 0 – 5V PWM
Les caractéristiques du signal PWM doivent être PWM frequency f≥20kHz, amplitude(peak value)≤5V
L’entrée capteur va correspondre à une détection ou une non détection prés-requise qui va empêcher au Laser de se mettre en route.
Par exemple si pas de circulation d’eau de refroidissement, si capot pas fermé alors ne pas activer le Laser.
TL : Input SignalSwitch Light Control,High Level(≥3V)-No light Dipping,Low Level(≤0.3V)-Bright Dipping
TH : Input Signal Switch Light Control,High Level(≥3V)-Bright dipping ,Low Level(≤0.3V)- No Light Dipping
En gros on démarre le tube laser soit avec une information 0 soit avec une information 1
L’entrée Capteur WP pouvant détecter une circulation d’eau, le fonctionnement d’un ventilateur, le fonctionnement de l’extracteur de fumée, la fermeture du capot de la machine est derrière un opto coupleur.
Exemples de branchements de l’alimentation LASER C02
En high level light control
En low level light control
Exemple de caractéristique produit plus détaillé même alimentation mais en puissance 60W
II ) Les contrôleurs électroniques
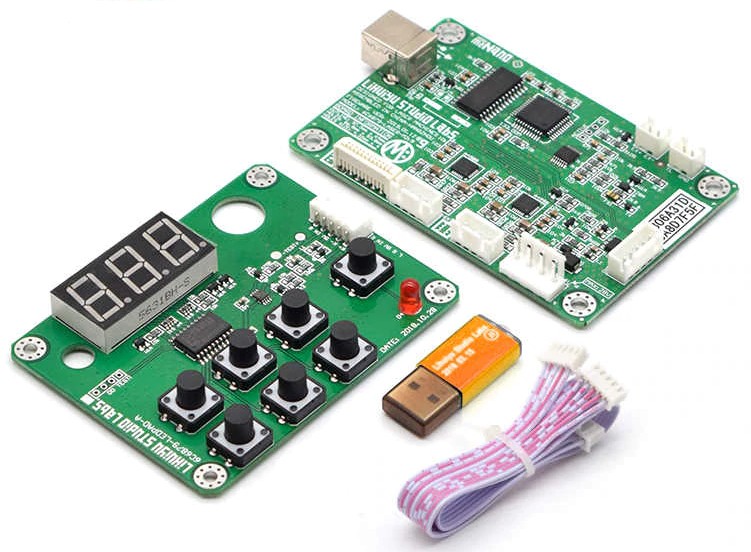
Ce système de contrôle est fabriqué par Lihuiyu Studio Labs assemblé à Hangzhou une jolie ville capitale du Zhejiang située au sud ouest de Shanghai à 2h30 de voiture.
C’est le système de contrôle le plus économique, celui qui équipe les découpeuses Laser Chinoise low cost K40
La carte principale est très compacte elle possède 2 drivers de moteurs PAP A4988
Par contre elle ne possède pas de MOFSET ou relais, l’interfaçage de puissance sera externe.
Une carte avec 3 afficheurs 7 segment permet de contrôler la puissance du Laser.
On peut trouver l’ensemble pour un peu plus de 50 USD
Par contre le système n’est pas du tout Opensource :
Pour fonctionner il est nécessaire de mettre une clef USB cryptée fournit avec la carte dans un port USB de l’ordinateur.
L’électronique doit être reliée en permanence à un ordinateur via port le USB pour que cela fonctionne.
Pour beaucoup de makers adeptes de l’Opensource ce système fermé nécessitant un dongle est hérétique, on peut bien entendu le remplacer sur n’importe quelle machine par une électronique Opensource de type par exemple smoothieboard.
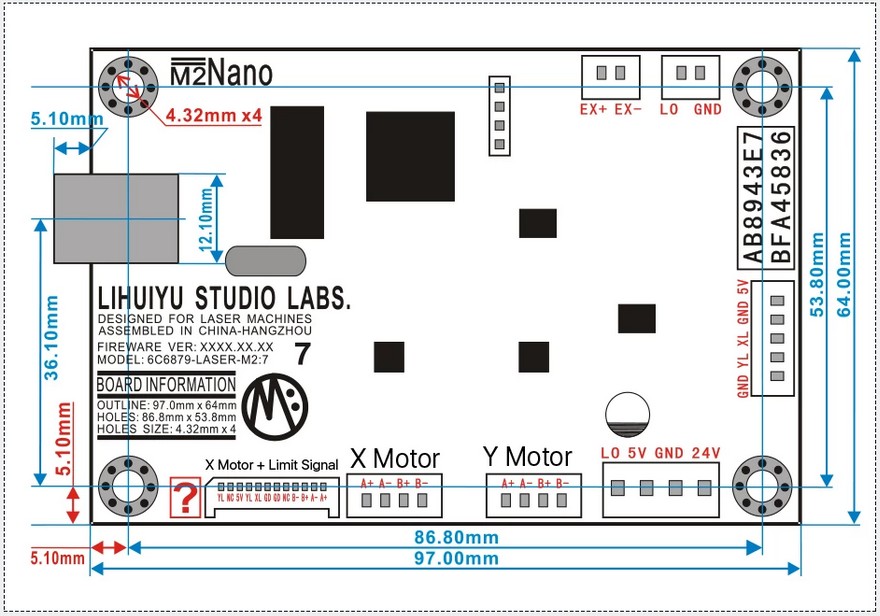
A ) Les entrées sorties de la carte principale
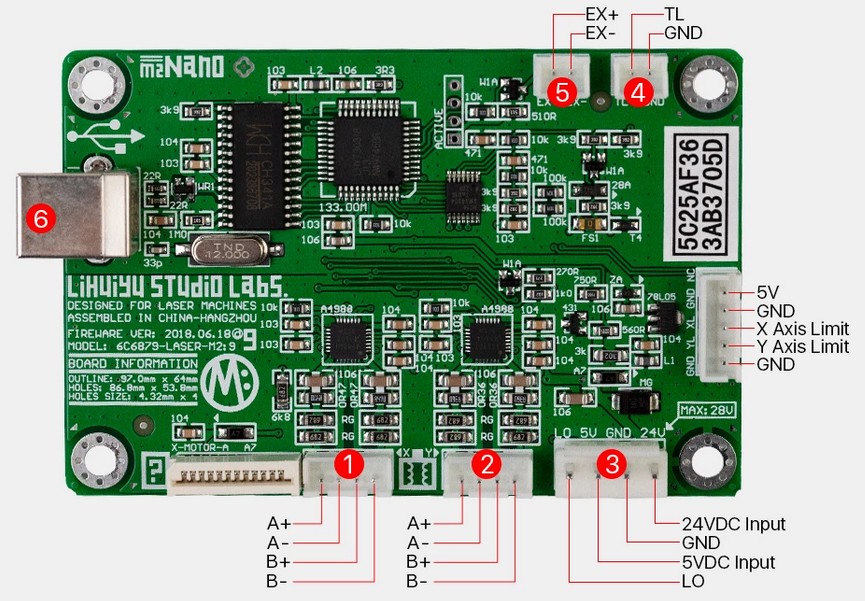
1 – sortie vers les bobines du moteur PAP de l’axe X
2 – sortie vers les bobines du moteur PAP de l’axe Y
3 ————————————————————
– entrée 24V pour l’alimentation des drivers internes des moteurs PAP
– Grd ( potentiel – ) commun pour le 24v et 5V
– alimentation 5V pour l’électronique de commande
– Signal de sortie de contrôle du LASER LO ( < 0.3V Laser ON 5V LASER OFF )
4 – LO connecté à l’alimentation HT Laser port TL
5 – Controle externe du signal de sortie
6 – Port USB
La connexion des fin de course se situe à droite
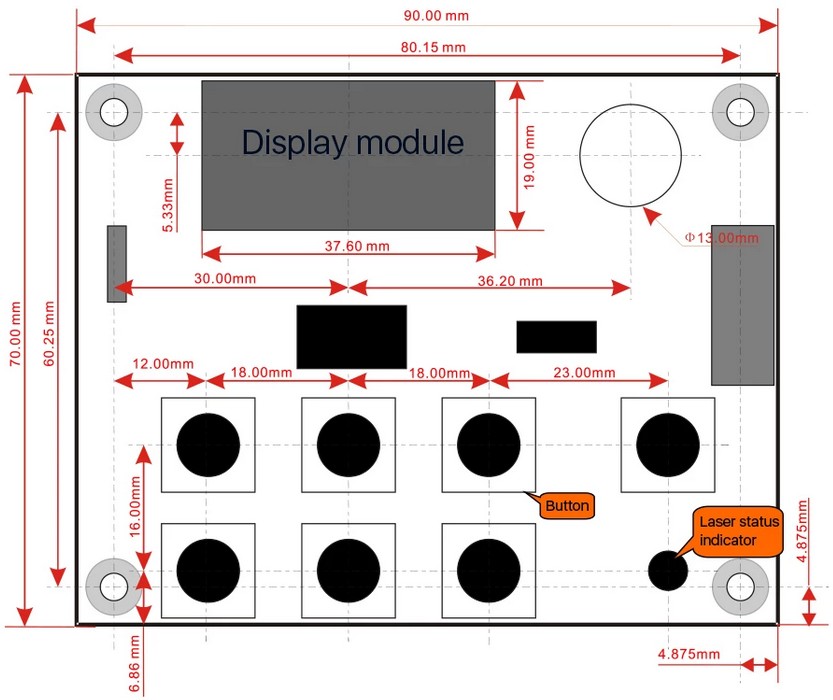
B ) Utilisation de la carte additionnelle de contrôle du LASER
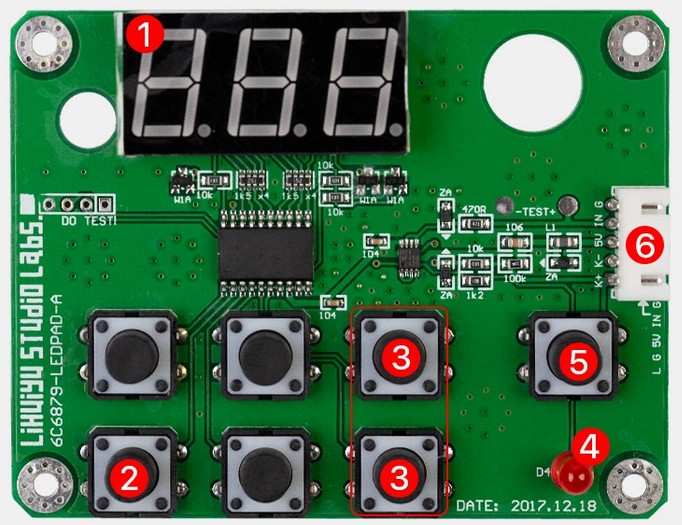
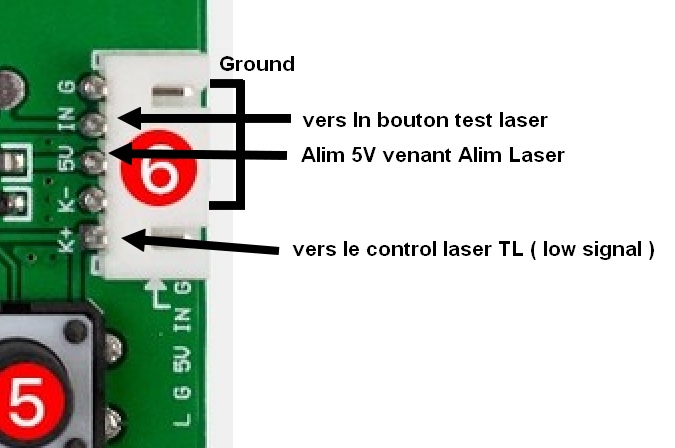
Ce panneau de contrôle est connecté à la source d’alimentation LASER par le connecteur 6
Il est possible d’acheter le panneau de contrôle pour environs 10 USD ( à vérifier s’il peux fonctionner sans le dongle )
Les boutons (2) servent à varier la puissance du Laser avec des incréments qui varient selon qu’on appuie à gauche, au milieux ou à droite.
Un appuie simultané sur les boutons (3) éteint le Laser n’importe quel autre bouton le rallume
Le bouton 5 permet de faire un test, d’envoyer le rayon laser manuellement
Annexes : implantation des cartes électroniques
III ) Assistance air comprimé ( air assist )
L’utilité d’envoyer de l’air comprimé lors de la découpe ou gravure Laser Co2 c’est d’envoyer les fumées et débris en dehors de la zone de coupe.
A ) Eviter les flammes d’auto-combustion
La première utilité est d’éviter les auto combustions et départ de flamme comme dans l’animation ci-dessous.
Des incendies de découpeuses laser se sont déjà produit à cause d’auto combustions.

La machine à gauche est une découpeuse Low Cost K40 qui ne possède pas d’origine d’assistance à air comprimé.
Restez dans la même pièce lorsque votre découpeuse laser fonctionne, vous n’êtes pas à l’abri d’une panne d’air comprimé ( compresseur débranché, tuyau pincé … ) et même les découpeuses laser pro peuvent bruler sans surveillance à la suite d’une auto combustion.
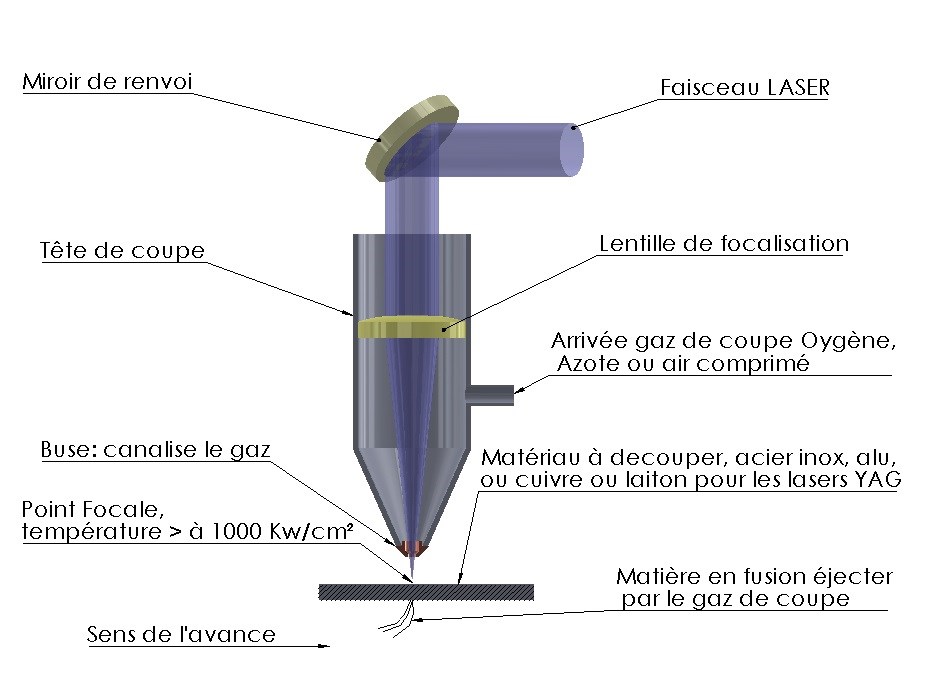
B ) Protéger la lentille de convergence

L’idéal est d’envoyer de l’air comprimé à travers la buse comme dans le dessin ci-contre.
Cela évite aux fumées de remonter dans la buse et salir la lentille.
Une lentille sale et la laser perd de son efficacité.
Dans la vidéo ci-dessus l’assistance air a été ajouté en externe car la buse de la découpeuse K40 ne possède pas de connecteur pneumatique. La qualité de coupe est meilleure mais la lentille n’est pas aussi bien protégée qu’avec une assistance air à l’intérieur de la buse.
C ) Qualité et régularité de la coupe
Avez vous observé les feux arrière d’une voiture par temps de brouillard, l’efficacité des feux est moindre ?
Il se passe la mème chose pour un laser quand il traverse de la fumée, une partie du rayonnement deviens diffus, et comme la fumée est irrégulière, la coupe n’est pas parfaitement régulière.
D ) Conclusion
Le jet d’air comprimé doit être suffisamment puissant, une petite pompe d’aquarium ne suffit pas.
Un petit compresseur 12V de gonflage des pneus d’une voiture peut suffire pour la gravure, mais pour la coupe, il faut un compresseur avec un débit d’air plus important.
La matière en fusion et les gaz de coupe lors de la coupe sont éjecté vers le bas par l’air comprimé, il est donc préférable d’extraire la fumée de la machine par le bas.
Si vous souhaitez découper de l’acier, il faut une puissance de laser d’au moins 150W ( c’est vraiment le minimum ) et au lieu de l’air comprimé il faut une assistance gaz Oxygène ou Azote selon la matière métallique à couper.
IV ) Système de régulation de température du tube laser C02
La température idéalepour le fonctionnement du tube laser est de 25° il faut donc prévoir un système refroidissement avec régulation. Les systèmes peltier peuvent convenir pour des petites puissance, les sytèmes avec radiateur et ventilateur sont les plus efficaces.
Exemple de système DIY : https://www.instructables.com/id/CO2-Laser-Water-Chiller/
Système de détection de circulation du liquide de refroidissement ( eau )
Exemple de système DIY https://www.instructables.com/id/CO2-Laser-Water-Flow-Monitor-Arduino-Powered-Windo/
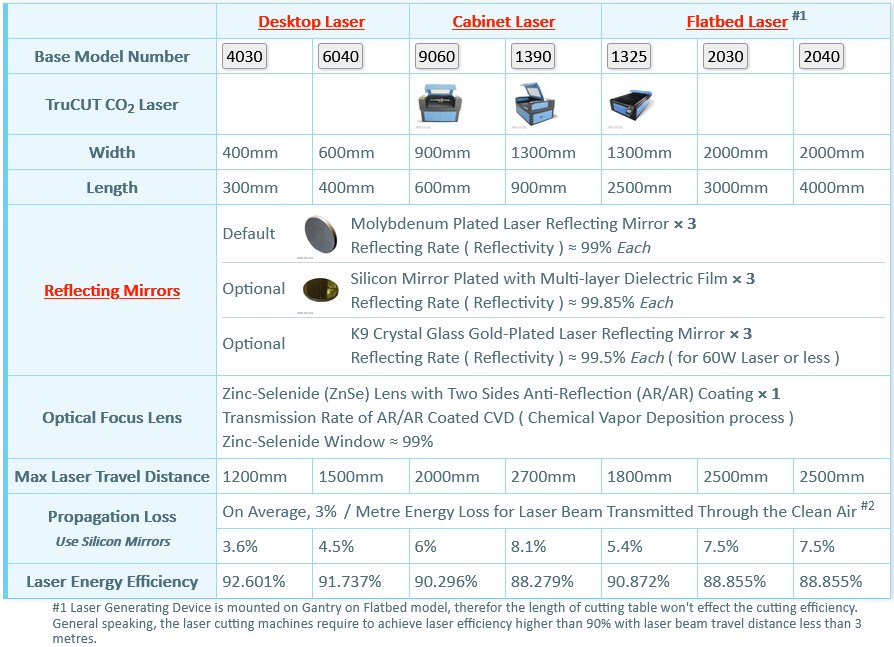
V ) Le réglage des miroirs
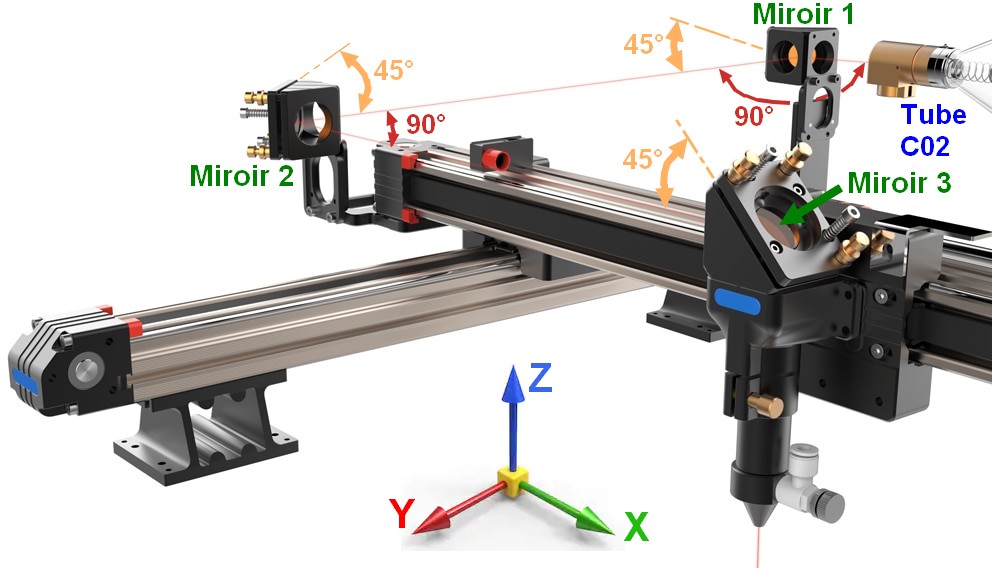
1 ) Le faisceau laser sort du coté anode c’est à dire le coté opposé à l’arrivé du circuit d’eau de refroidissement.
2 ) Il est dévié à 90° parallèlement a l’axe Y grâce au miroir 1 incliné à 45°
3 ) Il est dévié une seconde fois à 90° // a l’axe X grâce au miroir 2 incliné à 45°
4 ) Enfin il est dévié à 90° vers une lentille de focalisation vers le bas le long de l’axe Z grâce au miroir 3
Il faudra donc régler correctement les miroirs 1 puis 2 puis 3 afin que le faisceau tape sur les centres des miroirs afin qu’au final celui ci passe par le centre de la lentille de focalisation.
Il y a plusieurs méthodes pour régler la position des miroirs
à ) L’adhésif
b ) Le laser de pointage
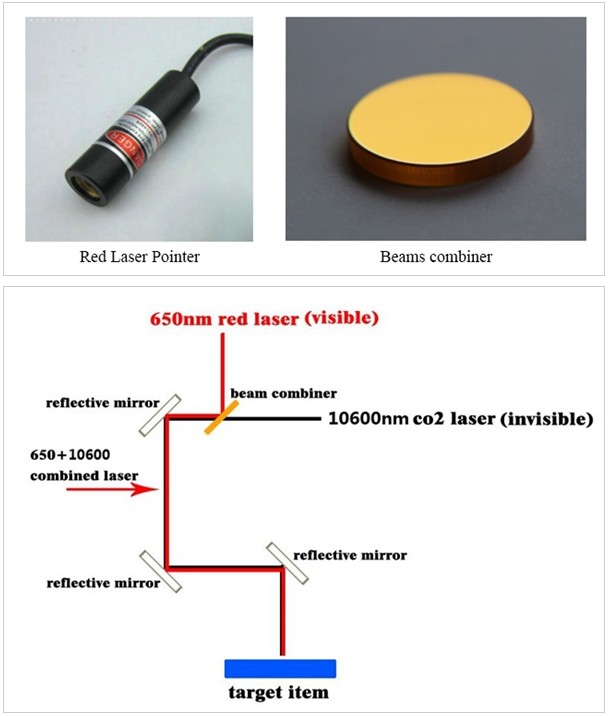
Une petite diode Laser rouge ajoutée va combiner son rayon avec le rayon Co2 invisible.
VI ) Le remplacement du tube Laser
Les tubes laser ont une durée de vie de 2000 à 10 000 heures selon la qualité du tube laser et l’utilisation qu’on en fait.
Certains modèles sont scellés d’autre peuvent être remplis à nouveau de gaz
Le remplissage d’un tube laser est une opération complexe difficilement réalisable par un particulier.
Voici une vidéo montrant toute l’opération https://www.youtube.com/watch?v=_EjXaSnyATM
VII ) Architecture des découpeuses Laser selon la taille